Introduction
1.1. General
The industrial development is essential for socio-economic existence of a nation. The environment with its biotic and abiotic components provides basic resources that support production consumption by population and assimilates the residues produced during these activities (Mortula & Rahaman, 2002). The major environmental issues related to industrial development are over exploitation of natural resources and environmental pollution. Therefore, the protection of environment and natural resources is a must for the proper development of a country. Industrial wastes are comprised of different types of solid waste, liquid waste, hazardous waste and gaseous waste .The characteristics of industrial waste are different from municipal and commercial wastes (Rahaman & Mortula,2000). They contain a huge amount of inorganic, organic and organometallic substances that discharge from the individual sources and mix into Human Environment. The liquid form of the industrial waste is termed effluent.
1.2. Background information (Environment & pollution)
The earth consists of several layers. The three main layers are the core, the mantle and the crust. The core is the inner part of the earth, the crust is the outer part and between them is the mantle. The earth is surrounded by the atmosphere. The Core is the inner part of the earth is the core. This part of the earth is about 1,800 miles (2,900 km) below the earth’s surface. The layer above the core is the mantle. It begins about 6 miles (10 km) below the oceanic crust and about 19 miles (30 km) below the continental crust. The crust lies above the mantle and is the earth’s hard outer shell, the surface on which we are living. In relation with the other layers the crust is much
thinner. The Oceanic crust is about 4-7 miles (6-11 km) thick and the Continental crust is about 19 miles (30 km) thick (Saheed, 1984). Anthropogenic activity mainly based on the continental crust.
1.3. Environment
Environment, all of the external conditions that affect an organism or other specified system during its lifetime; every-thing outside of a specified system(George T. M). The unabridged Random House dictionary defines environment as “the aggregate of surroundings things, conditions or influences, especially as affecting the existence or development of someone or something”. Generally physical environment that surrounds us includes the air we breathe, the water we drink, & the lands, ocean, rivers, & forests that cover the earth. To an increasing extent it also includes the buildings, highways, & modern infrastructure of the urban settings in which a growing proportion of the world’s population resides. The state of this physical environment directly & indirectly affects the viability of all living things on the planet-the people, plants, birds, fish, & other animals that we care about.
Man’s desire to improve his quality of life has brought him in contact and conflict with Mother Nature and environment in a variety of ways. It began with the first step by man on this planet. With the passage of time and growth of population along with massive adoption of technology the contact and conflict with environment at large have been extensive leading to noticeable changes for worse. Only during the past four decades, people at large have realized it. They have voiced their concern that all is not well with us and the environment around us is degrading fast threatening the very existence of our own life and the planet itself (Manahan, Stanley E).
1.3.1. Environmental pollution
Now a day, environmental pollution has been attracted the notion of geographers, planners, chemists, geologists, environmental scientists as well as any other development practitioner who are associated with environment. Major two causes of Environmental Pollution are:
- Natural Processes and
- Anthropogenic Processes
There are a lot of categorizations of each of these types of pollutions that can be summarized below.
Natural Processes: Vulcanization, Earthquake,
Strom, Tsunami,
Flood, Desertification
Land slide, Sea water intrusion in coastal aquifer, etc
Anthropogenic Processes:
Uncontrolled growth of population in the world,
Industrialization,
Unplanned Urbanization, etc.
Global human population is rapidly increasing. As a consequence of population growth-increasing amounts of resources are required in order to satisfy basic human needs. The majority of human needs can only be met with goods and services provided by industry. Industry has the capacity to improve as well as to degrade the environment. Industry converts raw materials, which have been taken from the natural resource base, into products. During the production process it often releases pollutants. The negative environmental effects of industrial activity become apparent in water, air, and soil pollution. The industrial development in Bangladesh had been carried out without taking any consideration of its negative impacts to the air and water (Atikul et al.,2002).
Industrial development is a two- edged sword. The positive sides are that it develops the economy of a nation and create opportunities for huge number of populace. The negative side is that it discharges different solid, liquid and gaseous wasted into the soil, sediment, water and air which are harmful to neighboring population especially to the workers who are associated in the different tiers of industrial activities and surrounding communities who lives in and around the industries (Palharya et al., 1993).
1.3.2. Classification of Environmental pollutants
Pollutants can be classed into eight categories, each of which presents its own set of hazards. These are: 1.Petroleum Products
2. Pesticides and Herbicides
3. Heavy Metals
4. Hazardous Wastes
5. Excess Organic Matter
6. Sediment
7. Infectious Organisms
8. Thermal Pollution
1.3.2.1Major types of Environmental pollution
- Air Pollution; i.e. any type of pollution associated with air,
- Water Pollution; i.e. any type of pollution associated with water and
- Soil Pollution; i.e. any type of pollution associated with soil or earth crust..
1.4. Water pollution
Environmental pollution through industrialization is now assuming a serious problem through out the world[i]. Among the three areas of pollution, the situation in Bangladesh demands major thrust in control of water pollution first because of being a riverine country and land mass formation took place as a result of the flow of river systems through the plains. With numerous tributaries and distribution channels, these rivers still control the life of the people of Bangladesh. As a result it is natural that water pollution should be our prime concern.
Water pollution refers specially to degradation of water quality as measured by physical, chemical and biological criteria (Keller, 1985). All solutes introduced into the hydrologic environment as result of man’s activities are referred to as contamination, regardless of whether or not the concentration reach levels that cause significant degradation of water quality and the mixing or introducing process of the contamination into the hydrologic environment is referred to as contamination (Freezeand, 1979) (Hellawell,1990)notes ones as diverse as something present in the wrong place, at the wrong time, and in the wrong quality. The effects of pollution always give rise to change varying according to the intensity of the pollution, in the structure or nature of the plant or animal communities (Descy, 1976) equivalently, pollution is shown by the effects of substances added or removed by man (Haslam S.M). Substances entering streams enter near-closed environment, pollution may move down streams with the water or be deposited on the bed, accumulation particularly in silt and only later being washed down. They may be chemically altered. Most substances leave the habitat only by being washed to sea, dredged, or lacked from the bed, though a few may diffuse into the atmosphere.
Water Pollution implies the contamination of streams, lakes, underground water, bays, or oceans by substances harmful to living things. Water is necessary to life on earth. All organisms contain it; some live in it; some drink it. Plants and animals require water that is moderately pure, and they cannot survive if their water is loaded with toxic chemicals or harmful microorganisms. If severe, water pollution can kill large numbers of fish, birds, and other animals, in some cases killing all members of a species in an affected area. Pollution makes streams, lakes, and coastal waters unpleasant to look at, to smell, and to swim in. Fish and shellfish harvested from polluted waters may be unsafe to eat. People who ingest polluted water can become ill, and, with prolonged exposure, may develop cancers or bear children with birth defects.
Table 1.1: Major types of water pollutants (Manahan, Stanley E)
| Class of pollutants Significance |
| Trace Elements Health, aquatic biota, toxicity |
| Heavy metals Health, aquatic biota, toxicity |
| Organically bound metals Metal transport |
| Radionuclide Toxicity |
| Inorganic pollutants Toxicity, aquatic biota |
| Asbestos Human health |
| Algal nutrients Eutrophicauon |
| Acidity, alkalinity, salinity (in excess) Water quality, aquatic life |
| Trace organic pollutants Toxicity |
| Polychlorinated biphenyls possible biological effects |
| Pesticides Toxicity, aquatic biota, wildlife |
| Petroleum wastes Effect on wildlife, esthetics |
| Sewage, human and animal wastes Water quality, oxygen levels |
| Biochemical oxygen demand Water quality, oxygen levels |
| Pathogens Health effects |
| Detergents Eutrophication, wildlife, esthetics |
1.4.1. Sources of water pollution
There are two major sources of water pollution.
These are: 1. Effluents from industries and
2. Domestic sewage
Effluents from industries:
Primitive farming by removing trees alter the physical and chemical states of rivers, ploughing, especially deep and first-time ploughing alter the soil structure , releasing vast quantities of soluble nutrients into the streams. Additionally, fertilizer and insecticides are added. It took several decades, to wash our of these has now contaminated both ground and river water. Moreover, organic effluent for farms; slurry silage etc can cause serious pollution.
Domestic sewage:
Sewage has usually been disposed of simply by letting it into a river without any treatment (Hynes, 1963). The production of animal wastes in the Potomac basin (USA) is almost six times that of the human population there (Federal water pollution control administration, 1968).Domestic sewages are the most damaging form of pollution (Haslam, 1990). Generally the impurities in domestic waste get dilute and seldom total more than 0.1 % of the total mass. The materials have been largely organic. Domestic sewage is very serious pollutant of wells and rivers, which are important sources of our drinking water.
1.4.2. Global water pollution
Estimates suggest that nearly 1.5 billion people lack safe drinking water and that at least 5 million deaths per year can be attributed to waterborne diseases. With over 70 percent of the planet covered by oceans, people have long acted as if these very bodies of water could serve as a limitless dumping ground for wastes. Raw sewage, garbage, and oil spills have begun to overwhelm the diluting capabilities of the oceans, and most coastal waters are now polluted. Beaches around the world are closed regularly, often because of high amounts of bacteria from sewage disposal, and marine wildlife is beginning to suffer (Freexe, 1979).
1.5. Industrialization & water pollution in Bangladesh
Bangladesh is a riverine country. As such, water management was never thought to be a problem in the country. However, as population pressure is growing, demand for water has increased manifolds because of irrigation, domestic and industrial use. Demand of water for the purpose of irrigation is generally met from surface water sources. However, farmers in the northern part of the country use deep tube wells extensively. Household demand for water in rural areas is met from both surface and underground sources (using hand tube-wells). Household demand for water in urban areas is met from underground waters and treated river waters. Growth of urban centers means increased demand for clean water in cities. This puts added pressure on the government to keep City Rivers clean or to spend more money for water treatment. Industrial demand for water is normally met from surface water sources.
The water quality issue is gradually becoming very important in Bangladesh though discharge of untreated and semi-treated wastewater from municipalities and industrial sources are causing serious water pollution over the last couple of decades in Bangladesh.
1.5.1. Industrial effluents quality standard in Bangladesh
Department of environment has discerned some effluent quality for the industries of Bangladesh to control pollution and preserve environment. The standards are more of less similar to those set by developing countries in South East Asia is given below.
Table 1.2: Standards for waste from industrial units or projects waste (Haq, 2003):
| Sl.No. | Parameter | Unit | Places for determination of Standards | ||
InlandSurface
WaterPublic Sewerage system connected to treatment at second stage Irrigated Land
1.Ammoniacal nitrogenmg\L5075752.Ammonia(free)mg\L55153.Arsenic(As)mg\L0.20.050.24.BOD at 20cmg\L502501005.Boronmg\L2226.Cadmiummg\L0.50.050.057.Chloridemg\L6006006008.Chromium(total)mg\L0.5119.CODmg\L20040040010.Chromium(6)mg\L0.11111.Coppermg\L0.53312.DOmg\L4.5-84.5-84.5-813.TDSmg\L21002100210014.Fluridemg\L2151015.Sulfidemg\L12216.Ironmg\L22217.Pbmg\L0.110.118.Mnmg\L55519.Hgmg\L0.010.010.0120.Nimg\L12121.Nitratemg\L10Not yet fixed1023.TurbidityFTU525524.Phenolic compoundmg\L15125.Dissolved Pmg\L881526.Oil and greasemg\L10201027.pHmg\L6-96-96-928.Hardnessmg\L30060030029.Znmg\L5101030.TemperatureDegree Centigrade40c40c40c33.TSSmg\L15050020034.ECµS\cm12001200120035.Alkalinitymg\L500500500
Table 1.3: Toxic Chemicals in Effluents from Selected Industries:
| Industries | Toxic Pollutants |
| Electroplating | Cyanides and heavy metals like Cr 6, Zn, Cd, Cu, Ni, etc. |
| Metallurgical | Heavy metals like Cu, Cd and Zn. |
| Caustic chlorine | Mercury. |
| Fertilizer | Ammonia, Arsenic, Chromium. |
| Metallurgical coke | Phenols, Cyanide, Thiocyanide and ammonia. |
| Resin | Phenol formaldehyde |
| Synthetic wool | Cyanide, acrylo-and aceto-nitrile |
| Pesticides | BHC, DDT, 2,4-D-Malathion, Parathion, etc. |
| Dyes and pigments | Colored bodies, Oxalic acid, Heavy metals like Pb,Zn, Cu. |
| Petrochemicals | Phenols, Specific toxic chemicals not recovered during processing. |
Table 1.4: Estimated waste water loads from industries.
| Industry | Public (num) | Private (num) | Wastewater discharge m3/day | Pollution load BOD kg/day |
| Leather | 1 | 195 | 15,800 | 17,600 |
| Textiles | 20 | 482 | 40,000 | 26,000 |
| Pulp & paper | 4 | 1 | 228,000 | 40,000 |
| Fertilizers | 7 | 1 | Na | 1748 |
| Urea | 323 | |||
| TSP | 16 | |||
| Chemicals | 1 | 99 | ||
| Soap | 1,350 | 1,200 | ||
| Glycerin | 98 | 195 | ||
| Others | Na | na | ||
| Pharmaceuticals | 2 | 100 | 3,500 | 700 |
| Sugar | 12 | 4 | 30,000 | 4,000 |
| Food and fish | – | 193 | ||
| Biscuits | 799 | 1,670 | ||
| Shrimps | 4,009 | 4,184 | ||
| Fish Products | 268 | 81 | ||
| Fruits & vegs. | 225 | 18 | ||
| Pesticides | 1 | 3 | 200 | na |
| Distilleries | – | 4 | – | – |
| Spirits | 945 | 3,300 | ||
| Syrup + compounds | 693 | 2,420 | ||
| Metal Finishing/re-rolling | 17 | 67 | 13,802 | na |
| Cement | 1 | 1 | na | na |
1.6. General aspect of Textile industries
In the textile mill raw cotton is corded, spun, spooled and warped, sixes, drawn and woven into cloth before being sent into the finishing unit. No water borne pollution originates into this section of operation. The major wet processes in the mills are: sizing, bleaching, mercerizing, fancy dyeing, screen printing, khaki dyeing, yarn dyeing, and finishing. The quantities and the characteristics of the waste water discharge by mill vary from one mill to another and depend upon water usage and average daily production and the process involved. The combined waste water discharged by the factory are late in volume and show sharp variation in physico-chemical properties.
List of dyes, agents and chemicals used in textile mills:
Reactive dyes:
Trade name and original manufacture
- Cibacron (CIBA),
- Procion MX (ICI)
- Levafix P-A (BAY)
- Drimarence R and K (S)
- Cibacron C (CGY)
- Cibacron F (CGY)
Vat dyes:
- Algol blur 3R,
- Indenthren yellow 5 GK and
- Indigo
Pigment dyes:
- Violet pigment and
- Green pigment
Azonic dyes:
- Fast violet B base
- Fast black K base
- Fast blue RR base
Agents and chemicals used in textile mill:
Desizing agent; Kasba starch;
Taltex softener; Blue;
Bruggtening agent; Axotic agent;
Pesist salt; Emulsifier
Fabricgum; Binder;
Kerosene oil; Caustic soda (NaOH);
Hydrogen peroxide (H2O2); Common salt (NaCl);
Hydrochloric acid (HCl); Soda ash (Na2CO3);
Sodium nitrate (NaNO3); Sodium acetate (CH3COONa);
Sodium hydrosulphate (NaHSO4); Napthol (C10H8O);
Acetic acid (CH3COOH); Sodium bicarbonate (NaHCO3);
1.6.1. General aspect of the textile industries in Bangladesh
The production process of textile mill is divided in three main sections. Spun yarns are made in spinning section, greige cloth in weaving section and cloth printing, dying and finishing are done in printing section. Printing and finishing section discharges a lot of liquid waste to environments. So any printing finishing will be discussed here in due order.
- Printing & finishing
- Singeing
- Souring
- Bleaching
- Dyeing
- Printing
1.6.2. The technology of textile and dying industry (Ramesh et al, 2007):
With more stringent controls expected in the future (as GoB is thinking), it is essential that control measures be implemented to minimize effluent problems. Industrial textile processing comprises pretreatment, dyeing, printing, and finishing operations. These production processes not only consume large amounts of energy and water, but they also produce substantial waste products. The following manuscript combines a discussion of waste production from textile processes, such as desisting, mercerizing, bleaching, dyeing, finishing, and printing, with a discussion of advanced methods of effluent treatment, such as electro-oxidation, bio-treatment, photochemical, and membrane processes.
Table1.5. Possible treatments for cotton textile wastes and their associated advantages and disadvantages ((Ramesh et al, 2007).
| Processes | Advantage | Disadvantage | References |
| Biodegradation | Rates of elimination by oxidizable Substances about 90% | Low biodegradability of dyes | Pala and Tokat, 2002;Ledakowicz et al., 2001. |
Coagulation–FlocculationElimination of insoluble dyesProduction of sludgeBlocking filterGaehr et al., 1994. Adsorption onActivated carbonSuspended solids and organic substances well reducedCost of activated carbon Arslan et al., 2000. Ozone treatmentGood decolorizationNo reduction of the CODAdams et al., 1995; Scott and Ollis, 1995.ElectrochemicalprocessesCapacity of adaptation to different volumes and pollution loadsIron hydroxide sludgeLin and Peng, 1994; Lin and Chen, 1997.Reverse osmosisRemoval of all mineral salts,Hydrolyzes reactive dyes and
Chemical auxiliariesHigh pressureGhayeni et al., 1998.Nano-filtrationSeparation of organic compounds of Low molecular weight and divalent ions from monovalent salts.Treatment of high concentrations
—–
Erswell et al., 1998; Xu et al.,1999;Akbari et al., 2002; Tang and Chen, 2002.Ultrafiltration–MicrofiltrationLow pressureInsufficient quality of the treated wastewaterWatters et al., 1991; Rott and Mike, 1999; Ciardelli and Ranieri,2001; Ghayeni et al.; 1998.
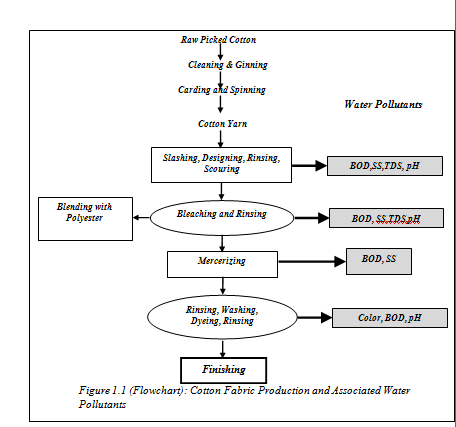
The process of converting raw fibers into finished apparel and non-apparel textile products is complex, so most textile mills specialize. There is little difference between knitting and weaving in the production of man-made cotton and wool fabrics (Hashem et al., 2005). Textiles generally go through three or four stages of production that may include yarn formation, fabric formation, wet processing, and textile fabrication. Some of the steps in processing fibers into textile goods are shown in Figure 1. A list of some wastes that may be generated at each level of textile processing are provided in Table 2.
textile processing (Ramesh et al, 2007).
| Process | Air emissions | Wastewater | Residual wastes |
| Fiber preparation | Little or no air emissions generated | Little or no wastewater generated | Fiber waste; packaging waste; hard waste. |
| Yarn spinning | Little or no air emissions generated | Little or no wastewater generated | Packaging waste; sized yarn; fiber waste; cleaning and processing waste. |
| Slashing/sizing | Volatile organic compounds | BOD; COD; metals; cleaning waste, size | Fiber lint; yarn waste; packaging waste; unused starch-based sizes. |
| Weaving | Little or no air emissions generated | Little or no wastewater generated | Packaging waste; yarn and fabric scraps; off-spec fabric; used oil. |
| Knitting | Little or no air emissions generated | Little or no wastewater generated | Packaging waste; yarn and fabric scraps; off-spec fabric. |
| Tufting | Little or no air emissions generated | Little or no wastewater generated | Packaging waste; yarn and fabric scraps; off-spec fabric. |
| Desizing | Volatile organic compounds from glycol ethers | BOD from water-soluble sizes; synthetic size; lubricants; biocides; anti-static compounds | Packaging waste; fiber lint; yarn waste; cleaning materials, such as wipes, rags and filters; cleaning and maintenance wastes containing solvents. |
| Scouring | Volatile organic compounds from glycol ethers and scouring solvents | Disinfectants & insecticide residues; NaOH; detergents; fats; oils; pectin; wax; knitting lubricants; spin finishes; spent solvents | Little or no residual waste generated. |
| Bleaching high pH | Little or no air emissions generated | Hydrogen peroxide, sodium silicate or organic stabilizer; | Little or no residual waste generated. |
| Singeing | Small amounts of exhaust gasses from the burners | Little or no wastewater generated | Little or no residual waste generated. |
| Mercerizing | Little or no air emissions generated. | High pH; NaOH. | Little or no residual waste generated. |
| Heat setting | Volatilization of spin finish agents applied during synthetic fiber manufacture. | Little or no wastewater generated. | Little or no residual waste generated. |
| Dyeing | Volatile organic compounds | Metals; salt; surfactants; toxics; organic processing assistance; cationic materials; color; BOD; sulfide; acidity/ alkalinity; spent solvents. | Little or no residual waste generated. |
| Printing | Solvents, acetic acid from dyeing and curing oven emissions; combustion gasses; particulate matter. | Suspended solids; urea; solvents; color; metals; heat; BOD; foam. | Little or no residual waste generated. |
| Finishing | Volatile organic compounds; contaminants in purchased chemicals; formaldehyde vapor; combustion gasses; particulate matter. | BOD; COD; suspended solids; toxics; spent solvents. | Fabric scraps and trimmings; packaging waste. |
| Productfabrication | Little or no air emissions generated. | Little or no wastewater generated. | Fabric scraps. |
1.7 Aim & objective of the present study:
Bangladesh is a developing country. Textile industries have a great contribution in this development. But there is no large treatment plant for effluent discharge and one checked intently or by regulatory bodies. Unfortunately in our country, there is no stringent policy or exercise about the effluent discharge and very little is known about the treatment or quality of the industrial effluents. So, it is necessary to initiate extensive research on this aspect of environmental pollution. Although many government and research organizations have been given a considerable efforts to the assessment and removal of arsenic from water in Bangladesh but only few systematic works has been reported on the industrial pollution.
The aims & objectives of the present study is to
- 1. Review on treatment process of industrial effluents in various countries.
- 2. Evaluating the present scenario of textile effluent of Bangladesh.
3. Choosing the better treatment process for Bangladesh under consideration of ground reality of socio-economic and ecological situation.
Overview of the report:
To fulfill aim & objective of the present study, there maintained several steps. The steps are:
1. Methodology of this report is included at first.
2.After methodology, in the discussion part there reviewed some important literatures about textile effluent treatment technology all over the world and present condition physicochemical parameter of textile effluent of Bangladesh.
3. After discussion, there has conclusion and lastly, there has a recommendation to mitigate the textile effluents of Bangladesh.
CHAPTER: TWO
Methodology:
Many literatures are collected from internet, journal, thesis paper and project work of DoE (Department of Environment), atomic energy commission, department of Environmental Sciences of jahangirnagar University, department of Chemistry of jahangirnagar University. These literatures are analyzed and find some important data to full fill the aim and objectives of this study.
The flow chart of this study’s methodology is shown below:
CHAPTER THREE: DISCUSSION
3.1. Available methods or techniques of textile effluent treatment (Department of Textile Technology, 2007):
Typically, textile wastewaters have high biological oxygen demand/chemical oxygen demand (BOD/COD), a substantial proportion of which is represented by substances present in a highly emulsified and/or soluble form. The organic polluting load can be many times greater than that in ordinary domestic sewage and can also be highly colored. A number of pretreatment processes such as equaling/ balancing, gravity adsorption or neutralization are available, and actual treatment can be achieved by chemical oxidation, ultra filtration, adsorption, and biological or physico-chemical techniques.
Selection of the appropriate method of treatment is influenced by a large number of factors related to each effluent characteristic, such as relative costs, levels of treatment required or site restrictions, etc. For example, biological and physico-chemical treatments are often used in tandem to obtain maximum removal of organics in textile wastewater. The dual use of methods combats certain organics that are not biodegradable, as well as other organic constituents that may not be amendable to chemical precipitation.
Physical methods
Adsorption
Adsorption techniques have gained favor recently due to their efficiency in the removal of pollutants too stable for conventional feasible. Decolorization is a result of two mechanisms; adsorption and ion exchange, and is influenced by many physico-chemical factors, such as dyesorbent, interaction, sorbent surface area, area size, temperature, pH and contact time.
Membrane filtration
This method has the ability to clarify, concentrate and most importantly, separate dye continuously from effluent. It has some special features unrivalled by other methods; resistance to temperature, an adverse chemical environment and microbial attack. The concentrated residue left after separation, poses disposal problems and high capital cost, and possibility of clogging and membrane replacement are its disadvantages. This method of filtration is suitable for water recycling within a textile dye plant, if the effluent contains low concentrations of dyes, but it is unable to reduce the dissolved solid content, which makes water re-use a difficult task.
Chemical methods
Oxidative process
This is the most commonly used method for decolorization by chemical means. This is adopted mainly due to its simplicity of application. The main oxidizing agent is usually hydrogen peroxide. This agent needs to be activated by some means, for example ultra violet light. Chemical oxidation removes the dye containing effluent by oxidation in aromatic ring cleavage of the dye molecules.
Photo chemical process
This method degrades dye molecules into carbon dioxide and water by UV treatment. Degradation is caused by the production of high concentrations of hydroxyl radicals. UV light may be used to activate chemicals, such as hydrogen peroxide and the rate of removal is influenced by the intensity of the UV radiation, pH, dye structure and the dye bath composition. This may be set-up in a batch or continuous column unit. The advantage of this process is elimination of sludge and significant reduction in foul odors.
Ion exchange process
Ion exchange has not been widely used for the treatment of dye-containing effluents, mainly due to the opinion that ion exchangers cannot accommodate a wide range of dyes. Wastewater is passed over the ion exchange resin until the available exchange sites are saturated. Both cationic and anionic dyes can be removed from dye-containing effluent in this way. Advantages of this method are no loss of absorbent on regeneration, reclamation of solvent after use and the removal of soluble dyes and the major disadvantage is its high cost. This method is not effective for disperse dyes.
Physico-chemical treatment
Precipitation/coagulation
Effluent will contain impurities in dissolved, colloidal and suspended forms. The first stage of treatment involves the precipitation and coagulation of these impurities to produce microflocs, either by pH adjustment (such as acid cracking), or by inorganic coagulants (Gultivalent metals) or by organic coagulants. Organic coagulants are low molecular mass, highly charged polyelectrolyte that are usually cationic, and can be used either as an alternative to, or in conjunction with, inorganic coagulants. Their mechanism can be explained in terms of the charge patch model.
Flocculation
When the impurities in the wastewater are in the form of microflocs and other suspended solid, the second stage of flocculation aggregates them into larger agglomerates. This is usually achieved by adding low to moderately charged polyelectrolytes with a very high molecular mass; the charge may be anionic or cationic. Flocculation involves adsorption of the polyelectrolyte onto particle surfaces. These form loops and tails which act as physical bridges across particles, thus binding them together into a polymer-particle matrix or flock, ie, a bridging mechanism.
Solid liquid separation
This is achieved by various means, including gravity sedimentation, filtration and centrifugation. Another method gaining in popularity is dissolved air flotation, where solids are induced to float by introduction of microscopic air bubbles, which attach to the flocs and accelerate their rise to the surface. The flocks form a float, which is skimmed by mechanical scrapers in the form of sludge.
Permethrin removal:
Permethrin is one of the most widely used mothproofing agents in the textile industry. Currently the use of mothproofing agents is under threat as a result of Department of Environment legislation, with effect from 1993, which will severely limit their discharge into the environment. This follows EEC directives that have included mothproofing agents on the ‘dangerous substances’ list. Allied Colloids was asked to devise a treatment process for removal of permethrin from spent tape scour liquor. The liquor was from the end bowl of a continuous scouring process, and contained permethrin, formic acid, detergents, salts and extracted impurities.
The high formic acid content presented certain difficulties in establishing an effective chemical pretreatment. Despite this, an effective system was developed involving adsorption of permethrin onto an inorganic absorbent material (Organosorb), flocculation with non-ionic polyelectrolyte (Magnafloc 351) and gravity settlement. Typically, the final permethrin content was 0.04-mg/l from an initial value of 50 mg/l, a reduction of 99.92%.
Dye removal:
Another problem for the textile industry is the disposal of spent dye bath liquors or the combined effluent containing them. Associated with the spent dyes may be residues from other processing aids employed in the textile finishing process. Thes effluents show a high degree of polluting strength as evidenced by their intense colour and high BOD/COD.
Physico-chemical treatment is applied either to the crude effluent or following initial biological treatment, eg, activated sludge. Essentially, the process involves the use of a coagulating agent followed by the addition of a bridging flocculant, and finally dissolved-air flotation. Almost complete color removal can be achieved with greater than 50% reduction in COD.
Biological:
1. Reactor
2. Micro organism
Some others newly invented techniques
3.2. Techniques applied for treatment of textile effluents: Some global experiences
3.2.1. Socio-economic, environmental and clean technology- aspects of textile industries in Tiruppur, south India: Tiruppur, the leading cotton knitwear industrial cluster in South India, is located in Tamilnadu State. The environmental problems of textile manufacturing are related to the bleaching and dyeing (textile processing) segment of the industry. In Tiruppur during 1981, only 68 textile processing units were functioning. The number rapidly increased to 450 in 1991 and 866 in 1997. But because of the pressure from the Tamilnadu Pollution Control Board (TNPCB) against the discharge of untreated effluents some units have closed and at present 702 textile processing units are functioning.
During 1980 to 2000, the cumulated pollution load discharged by the Tiruppur units, comes to 2.35 million tones of Total Dissolved Solids, TDS of which 1.31 mt. of Chloride, 0.13 mt. of Sulphate, 0.098 mt. of Total Suspended Solids, 0.09mt. of Chemical Oxygen Demand, 0.03 mt. of Biological Oxygen Demand and 0.001 mt. of Oil and Grease.
Available studies clearly prove the accumulation effect of pollution in this area. All ground water studies indicate that open wells and bore wells in and around Tiruppur exhibit high levels of TDS (ranging 3000mg/l to 11,000 mg/l) and Chloride (ranging 2000 mg/l to 5000 mg/l) due to industrial pollution and these values are much higher than the background level for this region. The available groundwater in this region is not suitable for domestic, industrial or irrigation use. The surface water studies indicate that the Noyyal river (the river passing through Tiruppur which receives the major share of effluents), downstream reservoir (Orthapalayam) and irrigation tanks have been affected by industrial pollution and the surface water is unfit for the domestic, irrigation or fisheries purpose. The Soil quality study also indicated the pollution concentration and most of the area the soil is alkaline (pH >8.5) or tending to alkaline (pH 8-8.5).
As a result, the environmentalists as well as the state government had to find out a solution. The main problem of environmental pollution of the area was associated with total dissolve solids (TDS) and that is why, the industrial units had two options. The first one is to enhance the existing effluent treatment plants through Reverse Osmosis (RO) and the second is to switch over to Cleaner Production Technologies (CPT). Any of these two would go well enough. But the introduction of cleaner production and advanced treatment technology is the only effective long-range solution towards further reduction of environmental impact (Nelliyat, 2004).
3.2.2. Treatment of a textile dye in the anaerobic baffled reactor: Synthetic organic colorants, the majority of which are recalcitrant in nature, are used in many different manufacturing processes. The dyes are released into the environment in industrial effluents and are highly visible even at low concentrations (< 1 mg/l). Decolorization of the dye CI Reactive Red 141 was investigated in a laboratory-scale anaerobic baffled reactor (ABR). The results of the physical decolorization tests suggested significant decolorization due to adsorption to the biomass; however, it is possible that the dye chromophores were reduced due to the low redox potential environment within the test bottles. No dye breakthrough, due to adsorption saturation, was observed during operation of the reactor. COD reduction was consistently > 90 %. Color reduction averaged 86 %. The biomass showed acclimation to the dye, with increased methanogenic activity with each increase in dye concentration. The reactor operation was stable, even with increases in the dye concentration. This investigation has shown that successful treatment of a highly colored wastewater is possible in the ABR.
Table 3.1: Test conditions to assess the extent of physical decolorization of CI Reactive Red 141.
| Test | Sludge | Dye | Chemical addition |
| Test 1 | Non-acclimated Autoclaved (80 min at 121°C) | 2 g/l CI Red 141 | None |
| Test 2 | Non-acclimated Un-autoclaved | 2 g/l CI Red 141 | 0.05 g/l sodium azide |
In Test 1, mixed anaerobic digester sludge collected from the Umbilo Sewage Works (Pinetown, South Africa) was inactivated by autoclaving at 121°C for 80 min. Once the sludge had cooled, aliquots were transferred into a series of serum bottles. The CI Reactive Red 141 dye stock solution was diluted to the required concentration (2 g/l). In Test 2, sodium azide, which is an inhibitor of metabolic activity, was added to give a final concentration of0.05 g/l in the serum bottle. For each test, a control was set up, containing the same amount of sludge, with no dye. The function of the controls was to evaluate the background absorbance of the sludge. The bottles were sealed and incubated in a constant temperature room, at 35°C. Samples were periodically taken from the bottles, over 7 days. Immediately after their collection, the samples were centrifuged (10 000 r/min) for 5 min and the supernatant liquor filtered through glass-fiber filters (0.45 μm). The samples were diluted 1 in 5 with distilled water and then analyzed using a spectrophotometer at 545 nm (maximum absorbance) to determine the dye concentration. The results of each test are presented above (Buckley &Bell, 2003).
3.2.3. Characterization and reuse of textile effluent treatment plant waste sludge in clay bricks: The recent trend in waste management is to reuse the industrial waste in usable products. In this context, feasibility of using sludge generated in wastewater treatment plants of textile industry as a partial replacement for clay in the conventional brick manufacturing process is examined. Physico-chemical and thermo gravimetric (TG) properties of the sludge have been studied. The effect of the sludge composition (3-30 % w/w), the firing temperature (2 00-80(1’ C) and the firing time (2-8 h) on the quality of the bricks formed is examined. All the brick samples satisfied the requirements of the Bureau of Indian Standard (BIS) norms in terms of shrinkage and weight loss characteristics. However, bricks with more than 9 % sludge did not to satisfy the prescribed norms for compressive strength at the maximum range of temperature studied. Thus textile sludge up to 9 % w/w can be effectively added to make brick material and such a study will open up a new area of research in disposal and reuse of this waste sludge. Detailed leach ability studies and identifying means to increase the sludge addition beyond the maximum condition is being further pursued.
The estimated physico-chemical properties of the waste sludge dried at 105°C is given in Table 1. The material is brown in colour due to the contribution of significant quantity of iron oxide (9.1 %) present in it. The addition of excess lime during the treatment process makes calcium oxide (28.4 %) as one of major constituent in the sludge and is also responsible for its pH value (10.5). The average particle size determined based on the sieve analysis is 0.285mm.
Table 3.2. Physico-chemical properties of textile CETP sludge
| Property | Value |
| Colour | Brown |
| Appearance | Agglomerated fine solids |
| Specific gravity | 2.32 |
| Average particle size | 0.295 mm |
| Cadmium | 5.6 mg/kg |
| Copper | 119 mg/kg |
| Chromium | 358 mg/kg |
| Zinc | 190 mg/kg |
| Calcium (as CaO) | 28.4 % |
| Iron (as Fe203) | 9.1 % |
| Silicon (as SiO2) | 7.1 % |
| Aluminium (as A1203) | 0.698 % |
The usage of waste sludge from textile industry common effluent treatment plant as a clay substitute to produce quality bricks has been studied. All the bricks made with mix proportion (0-30 % waste) were found to satisfy the norms for shrinkage and weight loss properties of quality bricks. The results indicate that the compressive strength is greatly dependent on the amount of waste in the brick and the firing temperature. Compressive strength of bricks decreases with increase of waste mix in the bricks, increases with the increase of firing temperature. It is observed that the maximum amount of sludge that can be added is in the range of 6 to 9% corresponding to compressive strength values between 4.25 to 3.54 N/mm2, which satisfies the IS norms. The amount of water absorption is also directly proportional to quantity of sludge added. Increase in the firing temperature results in decrease in the water absorption thereby increasing the weathering resistance. Compressive strength increases almost linearly with the firing duration. It is concluded from the work that brick-sludge mix with less than 9 % sludge fired at 800°C for more than 8 hours satisfy the criteria for quality bricks.(Baskar et al, 2006).
3.2.4. Treatment of Textile Dyeing Wastewater by Hydrogen Peroxide and Ferrous Ions: The results of investigations on the applicability of Fenton reagent in the treatment of textile dyeing wastewater are discussed. The optimum conditions and efficiency of the method were determined, taking as an example three types of wastewater produced while dyeing cotton, polyacrylonitrile and polyester. The effect of the type and dose of coagulant was investigated. Two types of iron (II) salt were used sulphate (FeSO4 .7 H2O) and chloride (FeCl2. 4 H2O); to adjust the pH of the wastewater, a 1% solution of calcium oxide (CaO) was used. The process of pollutant decomposition which took place in the wastewater under the influence of hydrogen peroxide alone at different concentrations was investigated. When the Fenton reagent was used both for sulphate and iron (II) chloride, the optimum doses of the two salts and hydrogen peroxide were determined. It was found that the tested dyeing wastewater revealed high susceptibility to treatment using a combined action of ferrous salts and hydrogen peroxide. The main parameters of wastewater, i.e. the color threshold number, chemical oxygen demand and anionic surfactants, were reduced by dozens of percent. Investigations of the wastewater after treatment showed a remarkable increase in susceptibility to biodegradation.
Table3.3: Physico-chemical characteristics of real textile wastewater used in the experiments
| Determination | Unit | Wastewater type | ||
| from cottondyeing | frompolyacrylonitrile | |||
dyeingfrom polyesterdyeingSpecific colourdescriptionbright greenorangebrownColour threshold number (CT)—1001000170pHpH8.59.36.9Chemical oxygen demand (COD)mg O2/dm35701290450Biochemical oxygen demand (BOD)mg O2/dm3<10<1050Anionic detergents (AD)mg/dm34.614.811.6Chlorides (Cl-)mg/dm3120512411Dry residue (DR)mg/dm325501430580Soluble substances (SS)mg/dm325001190560Suspension (S)mg/dm35024020
The aim of this study was to investigate the wastewater from the dyeing of cotton, polyacrylonitrile and polyester, taken from textile plants in Łódź. It was characterized by strong or very strong color (CT from 100 to 1000).The chemical oxygen demand varied and ranged from 450 to 1290 mgO2/dm3 at a low value of biochemical oxygen demand (maximum 50 mgO2/dm3), which provides evidence of low susceptibility to biodegradation. The content of anionic detergents ranged from 4.6 to 14.8 mg/dm3. The concentration of soluble substances and chlorides also varied widely – from560 to 2500 mg/dm3, and from 11 to1205 mg/dm3 respectively. The physico-chemical characteristics of the dyeing wastewater used in the study are given in table above (Perkowski & Kos, 2002).
3.2.5. Ozone pre-oxidation of a textile industry wastewater for acute toxicity removal: In this work, pre-ozonation for degradation, decolorization and detoxicifying of a raw textile wastewater collected in a textile finishing industry, Istanbul (Turkey) is investigated. Differing from the previous studies, a low ozone (O3) flow rate (9.6 mg min-1) was applied at original pH of the wastewater. The effect of pH varying from 5 to 11 and the H2O2 dose of 600 mg l-1 on ozone oxidation were also investigated. The acute toxicity of raw and treated wastewater samples were measured using 24 h newborn Daphnia magna. COD, color in APHA Pt-Co (plat in-cobalt) unit and absorbance at 450, 500 and 550 nm wave lengths which were coinciding the peak absorbance band of the raw wastewater were analyzed in treated samples. A 60% of acute toxicity, 92% of and 50% of total COD removal were obtained at original pH of wastewater by applying ozone for 30 min. Absorbed ozone dose was 105 mg l-1 with a ozone transfer rate of 3.5 mg l-1. Varying pH did not improve toxicity removal, however, soluble COD removal increased at 3 and 6% respectively for 9.0 and 11.0 values while color removal increased (7%) only at 11.0 pH. Adding 600 mg l-1 of H2O2 increased COD removal at 10% after 20 min oxidation. Color removal increase was more significant in O3/H2O2oxidation in parallel with the increase in absorbance kinetics. All over results obtained this study are expected to contribute to control the textile industry wastewater pollution and to protect aquatic environment.
Table 3.4: Raw wastewater characteristics
| Parameter | Unit | Value | |
| Total COD | mg l-1 | 1200 | |
| Soluble COD | mg l-1 | 700 | |
| TSS | mg l-1 | 250 | |
| TKN | mg l-1 | 33 | |
| NH3-N | mg l-1 | 5 | |
| Total-P | mg l-1 | 2 | |
| Conductivity | mS cm-1 | 10000 | |
| Chloride | mg l-1 | 1600 | |
| Sulphate | mg l-1 | 590 | |
| Colour | Pt-Co unit | 1060 | |
| Absorbance | 450 nm | (m-1) | 0.397 |
| 500 nm | (m-1) | 0.469 | |
| 550 nm | (m-1) | 0,415 | |
| pH | — | 7.8 | |
| Immobilization at 50% dilution | % | 100 | |
The characteristics of the raw wastewater are given in Table above. The ammonia concentration was higher than 25 mg l-1, was recorded 50% toxic to D. magna for testing samples without dilutions. However, the raw water displayed 100% toxicity even at 50% dilution when the conductivity and ammonia parameters were below the toxic limits. Therefore, the pre-ozone oxidation was considered to remove the toxic component such as dyes, were toxic or auxilaries, found toxic on Vibrio fisheri (Selcuk & Meric, 2006).
3.2.6. Treatment of exhausted reactive dyebath effluent using anaerobic digestion: Laboratory and full-scale trials: Reactive dyes are difficult to remove from textile waste water due to their solubility and they pass through conventional aerobic biological sewage treatment systems and enter the receiving water body. Investigations into the use of anaerobic digestion to decolourise reactive azo dyes have been successful on a laboratory scale and the investigation was extended to full-scale trials.Exhausted reactive dyebath effluent (3 kl/d) was discharged into a primary digester (1.34Ml) on weekdays for a 151 -d period. On average, 48 kl/d of sludge was fed to the experimental and control digesters. The overflow was monitored for colour, sodium and sulphide concentrations.
A laboratory digester was also set up to simulate the full-scale conditions but was operated at twice the exhausted dyebath loading recipe. No visual difference in colour was noted between the overflow of the primary or laboratory digester and the control digester, but elevated levels of sodium and sulphide were obtained due to the high concentration of sodium sulphate used in the reactive dyeing process. The laboratory digester became unstable at sulphide concentrations of 400 mg/l.However, the sulphide concentrations in the primary digester never increased such that it threatened digester stability (Carliell et al, 1996).
3.2.7. Treatment of textile waste water: membrane bioreactor with special dye-degrading microorganism: Performance of a bench-scale submerged micro filtration bioreactor using the white-rot fungus Coriolus versicolor (NBRC 9791) for treatment of textile dye wastewater was investigated following the confirmation of the decoloration capacity of the fungus strain in agar-plate and aqueous batch studies. The temperature and pH of the reactor was controlled at 29±1° C and 4.5±2, respectively. The bioreactor was operated with an average flux of 0.05 m/d (HRT=15hrs) for a month. Extensive growth of fungi and their attachment to the membrane led to its fouling and associated increase of transmembrane pressure requiring periodic withdrawal of sludge and membrane cleaning. However, stable decoloration activity (approx. 98%) and TOC removal (>95%) was achieved using the entire system (fungi+membrane), while the contribution of the fungi culture alone to color and TOC removal, as indicated by the quality of the reactor supernatant, was 35-50% and 70%, respectively. Comparison of UV-visible spectra of the influent and permeate revealed subsequent biodegradation of the aromatic group following the breakdown in the chromophoric group of the dye (Hai et al, 2003).
3.2.8. Bioremediation of textile effluent using Phanerochaete chrysosporium: Enormous volumes of effluent are generated at different stages of textile manufacturing, as a result of the use of copious amounts of chemicals and dyes. Several tons of textiles required to meet up with societal demands are produced daily in this industry. Effluent derived from the textile and dyestuff activities can provoke serious environmental impact in the neighboring receptor water bodies because of the presence of toxic reactive dyes, chlorolignin residues and dark coloration. Nature has demonstrated its capacity to disperse, degrade, absorb or otherwise dispose of unwanted residues in the natural sinks of the atmosphere, waterways, ocean and soil. It is realized however that this ability is not finite. The discharge of these waste residues into the environment eventually poison, damage or affect one or more species in the environment, with resultant changes in the ecological balance. The biological breakdown of the chlorolignin residues and the chromophoric groups responsible for the dark coloration of the textile effluent can be accomplished by the use of enzymes from the white rot fungus, Phanerochaete chrysosporium. The siderophores detected from the culture of the organism have been found useful in the decolorization and remediation of the effluent. This review summarizes the available information in the use of this fungus for bioremediation purposes and also assesses the current status of the technology.
The basidiomycete, P. chrysosporium, belongs to the white rot class of wood-rotting fungi. It produces different extra cellular enzymes involved in lignin degradation. The first intracellular enzyme discovered to depolymerize lignin and lignin-substructured compounds in vitro was produced by this organism. (Asamudo et al, 2005)
3.2.9. Treatment of textile waste water by advanced oxidation process-A review:
The use of conventional textile wastewater treatment processes becomes drastically challenged to environmental engineers with increasing more and more restrictive effluent quality by water authorities. Conventional treatment such as biological treatment discharges will no longer be tolerated as 53% of 87 colours are identified as non biodegradable. Advanced oxidation processes hold great promise to provide alternative for better treatment and protection of environment, thus are reviewed in this paper. An overview of basis and treatment efficiency for different AOPs is considered a presented according to their specific features.
The goal of any AOPs design is to generate and use hydroxyl free radical (HO·) as strong oxidant to destroy compound that can not be oxidized by conventional oxidant. Advanced oxidation processes are characterized by production of OH• radicals and selectivity of attack which is a useful attribute for an oxidant. The versatility of AOP is also enhanced by the fact that they offer different possible ways for OH• radicals. Generation of HO· is commonly accelerated by combining O3, H2O2, TiO2, UV radiation, electron-beam irradiation and ultrasound. Of these, O3/H2O2, O3/UV and H2O2/UV hold the greatest promise to oxidize textile wastewater.
Advanced Oxidation Processes represent a powerful treatment for refractory and/or toxic pollutants in textile wastewaters. By properly combining ozone, hydrogen peroxide and UV different AOP techniques have been developed thus allowing to make choice the most appropriate for the specific problems. Taking into consideration that the efficiency of AOPs is compound specific, the final choice of the AOP system can be made only after preliminary laboratory tests. (Adel et al, 2005)
3.2.10. Influence of Temperature and pH on the Stability and Colorimetric Measurement of Textile Dyes: Most of the textile dye removal techniques operate within temperature and pH ranges of 20-60°C and 2-12, respectively. Both the pH and temperature have been reported to have significant effects on the efficiencies of the dye removal techniques. In this study, the effects of pH and temperature on the stability and color measurement (absorbance) of the textile dye remazol brilliant at different dye concentrations were investigated. Changing the pH from 1 to 13 and /or the temperature from 15 to 55 °C did not have any significant effect on the absorbance of the dye remazol brilliant blue at two concentrations (65 and 300 mg L¯1). The results showed the stability of the remazol brilliant blue in water under wide ranges of temperature and pH. However, the neutral compound C22H16N2Na2O11S3 is transformed to an ionic form with either negative charge [C22H15N2Na2O11S3]– under alkaline condition or positive charge [C22H15N2Na2O11S3] + under acidic condition. The formation of ionic form of the dye will facilitate its removal by various removal techniques. The results showed that a standard curve can be constructed at ambient conditions (a pH of 7 and a temperature of 25 °C) and used to determine the concentration of the dye using the colorimetric method.
The effects of pH and temperature on the stability and color measurements (absorbance) of the dye remazol brilliant at different dye concentrations were investigated. Changing the pH from 1 to 13 and /or the temperature from 15 to 55 °C did not have any significant effect on the absorbance at both concentrations of remazol brilliant blue (65 and 300 mgL¯1). However, under acidic or alkaline conditions, the neutral compound C22H16N2Na2O11S3 is transformed to an ionic form with either negative [C22H15N2Na2O11S3] – or positive charge [C22H15N2Na2O11S3] +, thereby facilitating its removal by various removal techniques. For evaluating the effectiveness of any dye removal technique using the colorimetric methods, a standard curve can be constructed at the ambient conditions (a pH of 7 and a temperature of 25 °C) and used to determine the concentration of the dye.( Mahmoud, et al,2007).
3.2.11. Treatment and valorization of textile waste water:
Dyeing of textile, one part of the textile Industry requests water and generates a substantial quantity of effluents containing mineral salts and dyes both concentrated. This paper describes an innovative process to treat effluents we get after the dyeing by exhaust of cotton with reactive dyes. We present the process optimized and the corresponding development at industrial scale in which water and mineral salts are directly reused in textile dye-woks. It consists of pre-treatments (pre-filtration, neutralization) and membrane processes (nanofiltration and reverse osmosis). This whole treatment allows purification of the effluent and recycling of water and mineral salts. Recycled water can be used in several ways and mineral salts were proved to enable new dyeing. Pre-filtration removes cotton fibers and neutralization removes carbonate salts from the effluent which both could strongly restrain the nanofiltration efficiency. Nanofiltration separates mineral salts from concentrated dyes. Reverse osmosis, concentrates mineral salts before a new dyeing, if it is necessary.
This innovative process allows to recycle pure water and mineral salt in the dyeing process.
Each parameter of each step was optimized in order to define the utmost economy. The re-dyeing with recycled water and electrolyte solution gives no difference with the usual procedure. We present the first investigation resulting finally in a high concentration (and low volume) of hydrolyzed reactive dyes as ultimate effluent and the possible re-use of pure water and electrolyte solution. The validation of this process was demonstrated by re-dyeing tests without any difference (tonality, intensity, kinetic, etc) using recycled species.(Carine et al,2005).
3.2.12. Membrane technology and its suitability for treatment of textile waste water in Pakistan: Membrane technology has wide range of applications in the textile industry. Various types of dyes and chemicals can be recovered from the textile effluent using this technology and a large proportion of wastewater can be reused. Since textile is one of the major industries in Pakistan and it utilizes a huge volume of water, membrane technology can be an efficient and cost-effective method for treating textile effluents. The problem of membrane fouling is also discussed. The suitability of the technology has been assessed. The approach of employing primary treatment methods followed by Coagulation and Reverse Osmosis through Membranes is being recommended. The effectiveness of various types of membranes available in the world needs to be demonstrated for a specific plant. The results of initial studies performed by Aslam et al. have also been included.
Combining membrane technology with physico-chemical treatment has advantages over the other processes and. cost effective. Membrane processes have many cost-effective applications in textile industry. The cost competitiveness results from the ability to recover materials with valuable recycle water, reducing fresh water consumption and waste water treatment costs, small disposal volumes which minimizes waste disposal costs reduction of regulatory pressure and fine. Generally, cellulose acetate and aromatic polyamide membranes are employed during treatment of textile water through membrane process. The membrane processes are getting popular for waste water treatment and millions of US dollar membranes are sold annually. The textile industry is becoming more need of a closed operation. Hence, strategically placed membrane system can play an important role in recovering chemicals which are presently being lost as well as high quality water can be produced.( Naveed & Bhatti,2006)
3.2.13. Influence of Enzymatic Treatment on the Flax Fibre Morphological Structure, Physico-Chemical Properties and Metrological Parameters of Yarn: The effect of enzymatic treatment with cellulolytic and pectinolytic enzymes on the morphological structure and properties of flax fibre and yarn has been examined. The enzymatic treatment has been introduced as a factor assisting the efficiency of the bleaching process. Attention has principally been concentrated on the application of such bleaching technologies which eliminate the chlorine compounds, and at the same time secure obtaining metrological indices and aesthetic values of yarn and physico-chemical properties of the fibres at the required level.
The results of the whiteness degree of flax fibre and yarn after the treatments according to the accepted variants. The bleaching of flax yarn by the conventional peroxide process makes it possible to obtain a whiteness degree of 36%. The peroxide bleaching aided with the enzymatic treatment causes the whiteness degree of yarn to increase up to 45-53%. When the cellulolytic enzyme Tinozym CEL is applied before the peroxide bleaching, the whiteness degree of yarn obtained amounts to 52%; a similar effect is obtained with the use of the pectinolytic enzyme BioPrep L.In the peroxide bleaching followed by the treatment with the cellulolytic enzyme Cellulosoft Ultra L, the whiteness degree obtained reaches 53%.
Thus, we can conclude that practically all the variants of peroxide bleaching aided with the enzymatic treatment lead to comparative results of whiteness degree oscillating around 50%.(Lipp et al, 2003).
3.2.14. Ozone pre-oxidation of a textile industry wastewater for acute toxicity removal: In this work, pre-ozonation for degradation, decolourization and detoxicifying of a raw textile wastewater collected in a textile fininshing industry, Istanbul (Turkey) is investigated. Differing from the previous studies, a low ozone (O3) flow rate (9.6 mg min-1) was applied at original pH of the wastewater. The effect of pH varying from 5 to 11 and the H2O2 dose of 600 mg l-1 on ozone oxidation were also investigated. The acute toxicity of raw and treated wastewater samples were measured using 24 h newborn Daphnia magna. COD, colour in APHA Pt-Co (platin-cobalt) unit and absorbance at 450, 500 and 550 nm wave lengths which were coinciding the peak absorbance band of the raw wastewater were analyzed in treated samples. A 60% of acute toxicity, 92% of and 50% of total COD removal were obtained at original pH of wastewater by applying ozone for 30 min. Absorbed ozone dose was 105 mg l-1with a ozone transfer rate of 3.5 mg l-1. Varying pH did not improve toxicity removal, however, soluble COD removal increased at 3 and 6% respectively for 9.0 and 11.0 values while colour removal increased (7%) only at 11.0 pH. Adding 600 mg l-1 of H2O2 increased COD removal at 10% after 20 min oxidation. Colour removal increase was more significant in O3/H2O2oxidation in parallel with the increase in absorbance kinetics. All over results obtained this study are expected to contribute to control the textile industry wastewater pollution and to protect aquatic environment.
This study aimed to evaluate pre-ozonation at a low ozone dose for removal of acute toxicity as well as colour and COD in a textile industry wastewater. The effect of pH varying from 5 to 11 and the H2O2 dose of 600 mg l-1 on ozone oxidation were also investigated. Acute toxicity of raw and treated samples was monitored using 24 h new born Daphnia magna according to standard procedure. By applying 9.5 mg min-1 ozone dose rate for 20 min 60% toxicity removal was obtained at 50% dilution when >85% colour (Pt-Co) and >90% of absorbance removals were also achieved. To obtain 50% toxicity removal corresponding 50% removal when the sample will not diluted the sample had to be ozonated for 35 min when also >30% soluble COD was recorded. The fluctuation in COD removal was related to the rapid oxidation of suspended solids resulting in increased soluble COD. The composition of wastewater which is also related to the intensity of the colour was related to the acute toxicity of the wastewater. Varying pH form 5 to 11 did not improve the toxicity neither colour removal. Addition of H2O2 increased the colour as well as absorbance removal.
The results obtained this study are expected to contribute to control the textile industry
Wastewater pollution and to protect aquatic environment. However, there is still need some.
Further studies to optimize O3 dose, and ratio of O3/H2O2. Besides, these kind of studies are recommended to be supported by chronic toxicity experiments to improve the discharge standards. (Selcuk.& Meric,2006).
3.2.15. Reuse of wastewater of the textile industry after its treatment with a combination of physico-chemical treatment and membrane technologies: This work is focused on the treatment of a textile plant wastewater. The industry mainly manufactures socks, stockings and panties, and the water is treated in order to be reused. The wastewater was characterized and jartests experiments were carried out with different coagulants and flocculants, at different concentrations and pH in order to obtain clarified water that can be treated by means of ultrafiltration (UF) or nanofiltration (NF). The combination of the physico-chemical treatment and the nanofiltration leads to a COD removal of almost 100%.
The physico-chemical treatment applied to this textile wastewater achieves a COD removal efficiency around 50%. The optimal values of the parameters were: pH = 8.5, CDK-FER 20 = 200mg/L, CNalco = 1 mg/L. These coagulant and flocculant concentrations will be the initial doses of chemicals for the optimisation of the process in an industrial scale. The quality of the water is not still good enough to be reused in the industry. ( Bes-Piá.A et al. 2002).
3.2.16. Adsorptive removal of textile reactive dye using Posidonia oceanica (L.) Fibrous biomass: The Mediterranean seagrass Posidonia oceanica (L.) leaf sheaths were used as low cost, available and renewable biological adsorbent for the removal of reactive textile dye from aqueous solutions. Batch experiments were carried out for sorption kinetics and isotherms. Operating variables studied were temperature, pH and chemical pretreatment.
Biosorption capacity seems to be enhanced by increasing the temperature. Maximum colour removal was observed at pH 5. Pre-treating fibres with H3PO4 and HNO3 solutions increased the adsorption efficiency up to 80 %.Experimental sorption kinetic data were fitted to both Lagergren first-order and pseudo-second-order models and the data were found to follow first-order equation for raw fibres and pseudo-second-order for pre-treated ones. Equilibrium data were well represented by the Freundlich isotherm model for all tested adsorption systems. Besides, the thermodynamic study has showed that the dye adsorption phenomenon onto P. oceanica biomass was favourable, endothermic and spontaneous.
In this work, the biosorption process of the reactive textile dye (C.I. Reactive Red 228) has been examined onto Posidonia oceanica (L.) leaf sheaths fibres. It was shown that adsorption equilibrium capacity was enhanced by raising the temperature up to 60 °C. This may be due to a relative increase in the tendency of dye molecules to escape from the liquid phase to the solid phase with increasing temperature of the solution. Besides, the highest dye removal efficiency was found at pH 5 which might correspond to the rate of dissociation of the studied dye with maximum ionisation of the molecule. Furthermore, all chemically treated PLS had showed enhancement in dye removal and they had also reached the equilibrium state quicker than raw PLS. Such tendency was related to the protonation of the biomass surface for acidic attacks and the hydrolysis of the inner pigments for bleaching treatments. On the other hand, Kinetic rate constants were determined and the data fit well with Lagergren first-order using raw PLS and pseudo second order model for treated PLS. As well, adsorption parameters for Langmuir and Freundlich isotherms were determined at different pH and the equilibrium data fit well with the Freundlich model at all experimented pH. Dealing with the comparative study, the related results revealed that the P. oceanica fibres could be considered as a promising biomaterial to remove textile dyes when compared to orange peels, apple pomace, dried activated sludge and Pichia carsonii. However, other sorbents have shown higher dye removal capacities among them Kluyveromyces marxianus (, rice husk and Pseudomonas luteola. (Ncibi. et al.2007).
3.2.17. Investigation of color Removal by chemical oxidation for three reactive textiles dyes and spent textile dye wastewater: This research investigated the efficacy of chlorine dioxide (ClO2), ultraviolet (UV) irradiation, UV in combination with chlorine dioxide (UV/ClO2), and UV in combination with hydrogen peroxide (UV/H2O2) for decolorizing three reactive azo dyes(sultan red, indigo blue and cypress green) and treated textile-manufacturing wastewater.The objective was to determine the best treatment for reducing color to the Virginia Pollutant Discharge Elimination System (VPDES) permit level of 300 American Dye Manufacturers Institute (ADMI) units. The effects of the three chemical oxidation treatments provided color reduction for all three dyes. The results suggested UV/H2O2 and UV/ClO2 treatments provided maximum color reduction of the red and blue dyes, and UV/H2O2 was the most effective for maximum reduction of the green dye.
A research goal was to provide predictive models of the wastewater effluent for the treatment processes, including the UV exposure time required to reach the 300 ADMI permit value and the effective ClO2 dose necessary to achieve the 300 units. The results of the investigations regarding the effluent indicated that UV/H2O2 and UV/ClO2 (5 mg/L) provided reduction to 300 units in less than 10 minutes UV exposure when the initial effluent color was less than 500 ADMI units. Without the addition of oxidant, contact times longer than 10 minutes were required for UV to decolorize these effluents to 300 ADMI units. Chlorine dioxide dosages between 10 and 30 mg/L both with and without UV irradiation achieved the same results (Edwards, 2000).
3.2.18. Biological treatment of synthetic dye water and an industrial textile wastewater containing azo dye compounds: In this research, the ability of anaerobic and aerobic biological sledges to reduce and stabilize azo dye compounds was studied. Synthetic dye solutions and an industrial textile wastewater were both treated using anaerobic and aerobic biomass, separately and in sequential step-treatment processes. The primary objective was to reduce the wastewater color to an intensity that complies with the Virginia Pollutant Discharge Elimination System (VPDES) permit level. This level is set at 300 American Dye
Manufactures Institute (ADMI) units. Further objectives were to achieve reductions in the total kjehdal nitrogen (TKN) and total organic carbon (TOC) in the wastewater. Anaerobic and aerobic treatment systems were both effective in reducing the wastewater color; however, anaerobic treatment generally produced the greatest color removal. Anaerobic/aerobic (ANA/AER) sequential step-treatment provided the best reductions in ADMI color, TKN and TOC. Anaerobic/aerobic/anaerobic/aerobic (ANA/AER/ANA/AER) sequential step-treatment did not yield greater reductions in ADMI color, TKN, or TOC as compared to ANA/AER sequential step-treatment.
The focus of this research was to determine if an improved treatment system could be developed to reduce the Lower Smith River POTW effluent ADMI color. This facility receives approximately 80 percent of its influent flow from a textile dyeing and finishing plant. Treatment systems utilizing anaerobic and aerobic microbiological sludges in several different sequences were tested for their ability to degrade the POTW influent and laboratory dye solutions. ADMI color reduction was the primary treatment goal, however, carbon and nitrogen removals were also measured. Previous research performed by Edwards (2000) and preliminary tests from this study both confirmed that the reactive azo dye, Cypress Green, has a color reduction rate similar to the POTW influent. Most of the treatment systems were fed a solution of Cypress Green dye. Data from these tests were used to determine the treatment design bested suited for degrading the textile mill effluent. (Wallace, 2001).
3.2.19. Reuse of textile effluent treatment plant sludge in building materials: This study examines the potential reuse of textile effluent treatment plant (ETP) sludge in building materials. The physico-chemical and engineering properties of a composite textile sludge sample from the southern part of India have been studied. The tests were conducted as per Bureau of Indian Standards (BIS) specification codes to evaluate the suitability of the sludge for structural and non-structural application by partial replacement of up to 30% of cement. The cement–sludge samples failed to meet the required strength for structural applications. The strength and other properties met the Bureau of Indian Standards for non-structural materials such as flooring tiles, solid and pavement blocks, and bricks. Results generally meet most ASTM standards for nonstructural materials, except that the sludge-amended bricks do not meet the Grade NW brick standard. It is concluded that the substitution of textile ETP sludge for cement, up to a maximum of 30%, may be possible in the manufacturing of non structural building materials.
The physico-chemical properties of the textile sludge are analyzed. The specific gravity of the cement used in this experimental work is 3.07, and of the sludge it is 2.4. The volatile solids of around 32% of sludge results in a very high ash content as a result of incineration and hence it is not recommended as a sludge disposal technique. The consistency limit of the cement used in this experimental work was found to be 31%. The consistency limits of the cement with various percentage of sludge (dry) indicate that the consistency limit of sludge–cement mixtures was increasing with increasing percentages of sludge. In addition, the water to cement ratio was increasing from 0.45 to 0.7 at 35% substitution of sludge for cement. As per BIS, IS 456:2000, a low water–cement ratio is an important factor in the durability
of concrete. The presence of an organic fraction in the sludge delays the setting time and this delay is proportional to the organic fraction contained in the sludge. Accordingly, there was a delay (more delay in 30% sludge) in the setting process of building components.
From this study, it is possible to conclude that the use of Textile ETP sludge up to a maximum of 30% substitution for cement may be possible in the manufacture of non-structural building materials. The use of Textile ETP sludge in these applications could serve as an alternative solution to disposal. However, the addition of sludge to the cement delays the setting process of the building components. (Balasubramanian et al, 2005).
3.2.20. Current situation and future perspectives for textile effluent decolorization:
Textile dyes are an important class of synthetic organic compounds and are therefore common industrial pollutants. They are produced in large scale and may enter the environment during production or later on during fiber dyeing. Due to the stability of modem dyes, conventional biological (activated sludge) treatment methods for industrial wastewater are ineffective, resulting in an intensively colored discharge from the treatment facilities. Thus, there is a need for developing treatment methods that are more effective in eliminating dyes from waste stream at its source. In the present work we review existing processes as well as promising new technologies for textile wastewater decolorization. Particular emphasis is given to biotechnological and advanced oxidative processes. Results using the latter with traditional methods in order to remove the additional pollutants present in effluent. Methodology is presented as such processes are highly efficient and simple to operate. The two novel processes (enzymatic & photocatalytic) described will need to be used in tandem this should provide a complete and environmental friendly processes for remediating textile effluent.
Finally, operational costs will need to assess by taking into account all of the expenses
Involved in implementing an industrial treatment facility (Soares, 2002).
3.3. Evaluating the present scenario of textile effluent of Bangladesh
3.3.1. Characterization of Some Physicochemical Properties of the Industrial Effluents of Fatullah Industrial area Narayanganj:
More than 80% textile and dyeing industries of Bangladesh are situated in Narayanganj, specially Fatullah. The quality of the effluents of different textile and dyeing industries of Fatullah has been analyzed by measuring various physicochemical parameters of the effluents of this area. Therefore, a total of ten samples were collected from different sampling sites of Fatullah industrial area, Narayanganj, Dhaka. The physicochemical parameters are temperature, pH, total suspended solid (TSS), total dissolved solid(TDS), electrical conductivity (EC), turbidity, dissolved oxygen(DO), biochemical oxygen demand (BOD), total alkalinity, total hardness, color and odor etc. The maximum effluents of Fatullah textile and dyeing industrial area have found strong color and high pungent odor. and The observed ranges and average values of the various physicochemical parameters of textile dyeing industrial area are: temperature 30-40.56° C, 35.02° C; pH 6.5-10, 8; EC 4875-63750 mS/cm, 23289 mS/cm; DO 0.17-6.5 mg\L, 2.76 mg\L; BOD 80-405mg\L, 224mg\L; TSS 980-3950 mg\L, 1554 mg\L; TDS 260-5990mg\L; 2015mg\L; Turbidity 0.1-71.53 FTU, 21.22 FTU; alkalinity 250-750 mg\L,437.22 mg\L; hardness 300-2650 mg\L,1325 mg\L. The value of EC, TSS, BOD, alkalinity, turbidity, hardness are significantly (2-53times) than the standard value recommended by DOE, Bangladesh. The temperature is slightly lower and pH is slightly higher than standard value. Further, DO of effluents of this area is 2-47 times lower than the standard value of DOE, Bangladesh. Not a single physicochemical parameter of effluent collected from Fatullah textile and dyeing industrial area is under control. The fluctuation from standard value of each parameter is very high.Specially, 2-47 times lower DO (compare to standard value of DoE (Bangladesh) is very harmful for aquatic life i.e. fishes and micro-organisms etc. Therefore, pollution due to textile and dyeing industries at Fatullah is alarming for the adjacent environment.
So, proper management policies and chemical treatment.
Table 3.5. Descriptive statistics of the industrial effluent and water samples of Fatullah area, Narayanganj ((Sayem, 2007) :
| Parameters | Maximum | Minimum | Mean | Median | SD |
| Temperature(°C) | 40.56 | 30 | 35.02 | 34.68 | 3.42 |
| PH. | 10 | 6.5 | 8 | 8 | 1.08 |
| EC(µs/cm) | 63750 | 4875 | 23289 | 21762.5 | 171784.84 |
| DO(mg/L) | 6.5 | 0.17 | 2.76 | 2.145 | 2.56 |
| BOD(mg/L) | 405 | 80 | 224 | 207.5 | 119.41 |
| TSS(mg/L) | 3950 | 980 | 1554 | 1275 | 872.99 |
| TDS(mg/L) | 5990 | 260 | 2015 | 1890 | 1610.12 |
| Turbidity(FTU) | 71.53 | 0.1 | 21.22 | 12.95 | 22.06 |
| Alkalinity(mg/L) | 750 | 250 | 437.22 | 450 | 150.02 |
| Hardness(mg/L) | 2650 | 300 | 1325 | 825 | 938.46 |
| Color | Deeply colored (In most of the cases) | ||||
| Odor | Pungent (In most of the cases) | ||||
Table 3.6. Descriptive statistics of the industrial effluent and water samples of Dhaka Exporting Processing Zone (DEPZ),Savar, Dhaka(Uddin,2005).
| Parameters | Maximum | Minimum | Mean | Median | SD |
| Temperature(°C) | 65 | 37 | 48.08 | 47.5 | 8.62 |
| pH | 11 | 8.7 | 10.16 | 10.2 | 0.69 |
| EC(µs/cm) | 7950 | 250 | 2260.48 | 3495.83 | 3650 |
| DO(mg/L) | 5.65 | 0 | 1.48 | 0 | 2.44 |
| BOD(mg/L) | 460.6 | 90 | 304.35 | 328.5 | 130.52 |
| TSS(mg/L) | 524 | 24.9 | 299.99 | 301 | 132.92 |
| TDS(mg/L) | 5981 | 460 | 2485.67 | 2149 | 1518.8 |
| Turbidity(FTU) | 218 | 19 | 119.4 | 115.6 | 52.25 |
| Alkalinity(mg/L) | 470 | 97.3 | 245.94 | 205 | 129.83 |
| Hardness(mg/L) | 900 | 170 | 429.19 | 392 | 208.84 |
| Color | Deeply colored (In most of the cases) | ||||
| Odor | Pungent (In most of the cases) | ||||
The level of pollution due to textile and dyeing industries of Bangladesh is quite alarming. The physicochemical parameters of the effluents of Bangladesh are significantly around 2 to 53 times higher than the standard value of this recommended by DoE. Therefore, a considerable amount of wastewater is generated by textile and dyeing industries. This wastewater contains particulate matter along with inorganic and organic pollutant of diverse nature which undoubtedly harmful to fish, micro-organisms, and for the water to be used for irrigation purposes.
Further, the results of the present study area (Fatullah textile and dyeing industrial area) are compared with the DEPZ textile and dyeing industrial area, Savar, Bangladesh. The comparison shows that, Fatullah textile and dyeing industrial area is much more polluted than DEPZ textile and dyeing industrial area.
However, it is possible to minimize the pollution load of waste water discharged form textile and dyeing industries by proper management. The effluent could also be treated to certain tolerable limit (Sayem, 2007).
3.3.2. Characterization of Dhaka Export Processing Zone (DEPZ) Effluents by Study of Some Physicochemical Properties: This study will provide the entire characterization of DEPZ effluents by study of physicochemical characteristics. A total of fourteen samples (nine from selective point source and five from combined drains) were collected from old and new section of DEPZ. The parameters like color, odor, temperature, pH, total suspended solid (TSS), total dissolved solid (TDS), electrical conductivity (EC), turbidity, dissolved oxygen (DO), biochemical oxygen demand (BOD), chemical oxygen demand (COD), total alkalinity (TA), total hardness (TH), dissolved CO2 (free acid), chloride (Cl–) and total organic carbon (TOC) were estimated by standard methods of analysis. The range, average, standard deviation, of the indicated parameters’ were noted. The average value of the parameters (except DO, C1 and hardness) were found to lie up to 10 times higher than the maximum contamination level (MCL). Distribution of the parameters in the sample sources was fairly asymmetric. The analogous relationship of COD, color; turbidity, TSS and BOD, COD specified organic load, and that of EC and TDS stated the inorganic and metallic pollutants.
Table 3.7 Basic Statistics of the characteristics in 14 Effluent samples (nine of point the sources and five of the combined drains) of DEPZ.
| Parameter | Range | Average | ± SD |
| Color (Pt-Co unit) | 1.00-1350 | 812 | 316 |
| Odor (TON) | 2.33-21.0 | 12.8 | 4.31 |
| Temperature (°C) | 28.0-65.0 | 47.9 | 8.86 |
| pH(units) | 8.70-11.2 | 10.3 | 0.69 |
| E.C (MS/cm) | 1300-7950 | 3689 | 1690 |
| Turbidity(FTU) | 12.0-218 | 111 | 54.2 |
| TSS (mg/L) | 24.9-524 | 282 | 136 |
| TDS(mg/L) | – 1740-5981 | 2745 | 135 |
| DO(mg/L) | ND-6.00 | 1.78 | 2.64 |
| BOD (mg/L) | 60.0-46 1 | 289 | 166 |
| COD (mg/L) | 118-1497 | 844 | 178 |
| Alkalinity (mg/L) | 97.3-470 | 247 | 89.1 |
| Hardness (mg/L) | 170-900 | 471 | 184 |
| CO2(mg/L) | 6.00-112 | 31.2 | 32.2 |
| Chloride(mg/L) | 113-612 | 379 | 127 |
| TOC (mg/L) | 8.00-64.2 | 30.6 | 15.1 |
Dye wastes contributed to elevated strength of the parameters. Dye baths could have high level of COD, color, surfactants, suspended matter and turbidity, and may contain heavy metals. They generally constitute a small fraction of total liquid e1fluent, but may contribute a high proportion of total contaminants are highly colored and saline, contain non-biodegradable compounds, and are high in Biochemical and Chemical Oxygen Demand .The presence of metals and other dye compounds inhibit microbial activity and some cases may cause failure of biological effluents are suspended solids, BOD, COD, temperature, toxic chemicals and heavy metals pH.
The high levels of color, COD and BOD and their relative alignments in analogous relationship are the indication of the pollution of DEPZ is organic in origin. The different operations of textile/dyeing plants; sizing, designing, printing and dyeing are the most responsible steps for these characteristics. It differs within the sample points to another, and it may be may be due to different organic-dye wastes and metal-organic pigment. With high temperature and low atmospheric pressure the bulk dye and pigment substances turned to fragmentation offering consequences of high suspended solids (SS) and turbidity. Elevated EC and dissolved solid is another important characteristic of DEPZ effluents. All the industrial units in DEPZ, where the equipments of metals and metallic alloys are available used. Acid wash of the equipments, pollution of automobiles from nearby high way as well as inside DEPZ, dry cell units and mercerizing in textile plants bring to bear high EC and TDS value (Ahmed et.al. 2007).
3.3.3 Impact of the effluents of textile dyeing industries on the water quality of D.N.D embankment area, Narayanganj:The current study was carried out in the D.N.D.Embankment, Narayngannj, with view to assess the environment impact of industrial effluents on the water quality of the present industrial area. A total of 42 samples were collected from surrounding area of D.N.D. Embankment. Among them 11 effluent samples were from discharge points, 5 effluents samples from connected drains, 9 surface water samples from D.N.D. Main channel,9 surface water samples from surrounding beels, ponds and Shitalakhya River and 8 ground water samples from different location of this study area. Physicochemical parameters like color and odor, temperature, pH, TSS,TDS, EC, turbidity. DO, BOD, COD.
Further, the concentrations of the samples were compared with the standard value recommended by DoE in order to assess the quality of the samples of the study area. It was revealed the the effluents and surface water samples physicochemical parameters were around 2 to50 times higher; anionic parameters were 2 to 507 times higher than the standard value of DoE standard.
High Color and high pungent odor have been observed in effluents, and surface water. Temperature has been found 33.50 to 80.20°C in effluents; 29 to 38°C in surface water. SS concentrations have been found 736 to 3950 mg/L in effluents; 480 to 1132 mg/L in surface water; 230 to 374 mg/L in ground water. TDS value have been found 391 to 46700 mg/L in effluents; 393 to 2610 mg!L in surface water. TS values have been found 1247 to 8685 mgIL in effluents; 395 to 3062 mgIL in surface water; 374 to 501 mg/L in ground rater. Turbidity values have been found 38.23 to 316.90 FTU in effluents; 19.30 to 176.55 TU in surface water; 13.92 to 53 FTU in ground water. DO values have been found 0.17 to 0.70 mg/L in effluents; 0.00 to 0.58 mg/L in surface water; 2.50 to 3.72 mg/L in ground water. pH values have been found 8.50 to 11.91 in effluents; 7.66 to 10.15 in surface water; EC values have been found 795 to 63750 jis/cm in effluents; 673 to 3220 µ/cm in surface (Saha, 2007).
CHAPTER: FOUR
Conclusion and recommendation:
From the study of effluent quality of the waste water discharge from Narayanganj and Savar DEPZ textile-dyeing industrial area, we make the following conclusions:
- The level of pollution due to textile and dyeing industries of Bangladesh is quite alarming.
- The physicochemical parameters of the effluents of the Bangladesh are significantly around 2 to 53 times higher than the standard value of this recommended by DOE.
- Therefore, a considerable amount of wastewater is generated by textile and dyeing industries. This wastewater contains particulate matter along with inorganic and organic pollutant of diverse nature which undoubtedly harmful to fish, micro-organisms, and for the water to be used for irrigation purposes.
- However, it is possible to minimize the pollution load of waste water discharged form textile and dyeing industries by proper management. The effluent could also be treated to certain tolerable limit.
Considering the fluctuation of physico-chemical parameters of textile effluents from standard level and socio-economic condition of Bangladesh; and comparing the various technologies of physico-chemical parameters treatment used in various countries, it can be recommended that Composite effluents treatment plant (CETP) is much more feasible for Bangladesh.















