Concrete
Concrete is an artificial stone manufactured from a mixture of binding materials and inert materials with water.
Concrete = Binding materials + Inert materials + Water.
Concrete is considered as a chemically combined mass where the inert material acts as a filler and the binding material acts as a binder. The most important binding material is cement and lime. The inert materials used in concrete are termed as aggregates. The aggregates are of two types namely, (1) Fine aggregate and (2) Coarse aggregate. (Ref.l)
Fine aggregate
Sand and Surki are commonly used as fine aggregate in Bangladesh. Stone screenings, burnt clays, cinders and fly-ash are sometimes used as a substitute for
Sand in making concrete. The fine aggregate should not be larger than 3/16 inch (4.75mm) in diameter.
Coarse aggregate
Brick khoa (broken bricks), broken stones, gravels, Pebbles, clinkers, cinders etc. of the size of 3/16 to 2 inch are commonly used as coarse aggregate in Bangladesh. It may be remembered that 3/16 inch is the dividing line between fine and coarse aggregates.
Functions of Aggregates in Concrete
The aggregate give volume to the concrete around the surface of which the binding material adheres in the form of a thin film. In theory the voids in the coarse aggregate is filled up with fine aggregate and again the voids in the fine aggregate is filled up with the binding materials. Finally, the binding materials as the name i the individual units of aggregates into a solid mass with the help of water.
Qualities of Aggregates
Since at least three quarters of the volume of concrete is occupied by aggregate. It is not surprising that its quality is of considerable importance. Not only the aggregate limit the strength of the concrete, as weak aggregates cannot produce a strong ‘concrete, but also the properties of aggregates greatly affect the durability and structural performance of the concrete.
Aggregate was though, originally viewed as an inert material dispersed throughout the cement paste largely for economic reason, yet it is possible, however, to take an opposite view and to look on aggregate as a building material connected into a cohesive whole by means of cement paste, in a manner similar to masonry constructions. In fact aggregates are not truly inert and their physical, chemical and sometimes thermal properties influence the structural performance of a concrete.
Aggregates are cheaper than cement and it is therefore, economical to put into the mix as much as of the former and as little of the latter. But economy is not the only reason for using aggregate; it confers considerable technical advantage on concrete, which has a higher volume stability and better durability than the cement paste alone. The coarse aggregate should be clean, strong, durable and well grades and should be free from impurities and deleterious materials, such as salts, coal residue, etc.
Classification of Concrete
There are mainly two types of concrete, Namely.
- Lime concrete and
- Cement concrete.
Lime Concrete = Lime + Surki + Khoa+Water
Cement concrete = Cement + Sand+Khoa + Water
Lime Concrete
Lime concrete consists of lime surki and khoa or stones in the proportion 1:2:5 unless otherwise specified. The khoa or stones should be soaked thoroughly in water before mixing. The lime and surki in required proportion are to be first mixed dry by volume on a clean watertight platform till the color is uniform. The requisite quantity of thoroughly soaked khoa or stones is then added and the whole again mixed very thoroughly.
Water is then added gradually and mixing is continued till a workable mixture is obtained. Concrete should be mixed in such a quantity that it can be utilized during the day it is mixed and the concrete which has been left overnight should not be used. The concrete thus mixed should be laid evenly in the position in which it is desired to be used. The common practice of throwing concrete in the desired position by the workers should be avoided. Concrete is to be laid in layers not exceeding 3 inch in thickness. Each layer is to be thoroughly compacted before the next layer is laid. Concrete is to be kept well wetted while setting and at least 7 days after the final layer is completed. Lime concrete is used mainly in foundation and in terrace roofing. (Ref. 1)
Cement concrete
Cement concrete is widely used in all important engineering constructions. It consists of cement, sand and brick khoa or stones of required size in the proportion 1:2:4 or 1:3:6 unless otherwise specified. The ingredients are measured dry separately by volume according to required proportion. In measuring cement, generally 90 Ibs will be taken as 1 cu ft. and hence 1 bag of cement (112 Ibs) equals 1.25 cu.ft. The khoa or stones are soaked thoroughly in water before use. The fine and coarse aggregates are mixed dry first on a clean watertight platform. The cement is then added and the whole is mixed thoroughly. When the coarse aggregate has been soaks thoroughly the approximate quantity of water is 4.5 gallons for one cu.ft of cement in a concrete of 1:2:4. The quantity of water should be such that the mixture would give a good workability. The concrete is to be prepared in small quantities which can be used within 45 minutes and any unused concrete after that time should not be used. In foundation works, the concrete is to be rammed properly till the water appears of top and on khoa or stone is left uncovered by mortar. In reinforced concrete work, the concrete is to be poke very thoroughly with steel rods of recommended size to get rid of voids and to ensure a good bond between concrete and the reinforcing steel. Sometimes a mechanical vibrator is used to minimize voids. As soon as the concrete has set the surface should be sprayed with water. The process of curing is to be applied for 28 days to attain its proper strength.
Mixing concrete by band does not generally produce a good concrete. Where large quantity of concrete is required and also a very good quality concrete is desired, the mixing is done in a mechanical mixer. (Ref. 1
Advantage of concrete over other materials of construction
Followings are the advantage of concrete over other materials of construction:
• Concrete is free from defects and flaws which natural stones are associated.
• It can be manufactured to desired strength and durability with economy.
• It can be cast to any desired shape.
• Maintenance cost of concrete structures is almost negligible.
• Concrete does not deteriorate appreciably with age.
Segregation
Segregation can be defined as separation of the constituents of a heterogeneous mixture so that their distribution is no longer uniform. In case of concrete it is the difference in the size of particles and in the specific gravity of the mix constituents” that are the primary caused of segregation, but its extent can be controlled by the of suitable grading and water-cement ratio and by care in handling transporting placing of concrete. In concrete, there are two forms of segregation. First the coarse particles tend to travel further along a slope or settle more than finer particles. The second form of segregation occurring particularly in wet mixes is manifested by the separation of grout from the mix. With some grading where a lean mix is used, the first type of segregation may occur; if the mix is too dry; addition of water would improve the cohesion of the mix but when the mix becomes too wet, second type of segregation would take place
Bleeding
Bleeding (known also as water gain) is a form of segregation in which some of the water in the concrete mix tends to rise to the surface of freshly placed concretes. This is caused by the inability of the solid constituents of the mix to hold all of the mixing water when they settle downwards. Bleeding is a special case of sedimentation. It can be expressed quantitatively as the total settlement per unit height of concrete. As of bleeding result of bleeding the top of concrete becomes too wet and if the water is trapped by super imposed concrete a porous, weak and non-durable concrete will produced.
If the bleeding water is remixed during finishing of the top surface, a weak wearing Suffice will be found. This can be avoided by delaying the finishing operation until the Weeding water has evaporated. On the other hand, if evaporation of water from the jar face of the concrete is faster than the bleeding rate, plastic shrinkage cracking may result.
Laitance
Laitance is the formation of a crust of squeezed out mortar on the surface of concrete. This is due to bleeding and bad workmanship. This produces a bad or weak concrete. For preparing watertight concrete, Segregation, Bleeding and Laitance should be very carefully avoided.
Hardening
Process of gaining strength by the mass of cement concrete is known as hardening.
Tri-Calcium Silicate hydrate first and responsible for most of early strength of concrete. Strength acquired during first 7 days is mostly due to hydration of Di- Calcium Silicate…starts contributing strength after 7 days to a year.2.6.3 Setting Process of loosing plasticity is known as setting. Tri –Calcium Aluminates responsible for early setting of cement does not contribute any strength.
Tetra Calcium Alumino Ferrite….does not play any significant roll in setting and hardening properties. For delaying setting for 30 to 40 minutes add 1-3% gypsum powder in cement. Initial setting of cement,45 min to 8-10 hours Final setting time,5 to 20 hours. Progressive hardening time ,24 hours to a year. Within 30 days 80-90% strength gain.
Admixtures
In addition to the main components of concretes, admixtures are often used to improve concrete performance. There are admixtures to accelerate or retard setting and hardening, to improve workability, to increase strength, to improve durability, to decrease permeability, and to impart other properties of high strength concrete. The beneficial effects of particular admixtures are well established. Chemical admixtures should meet the requirements of ASTMC 494,“ Standard Specification for Chemical admixtures for concrete.” (Ref.3)
Workability of Concrete
The strength of concrete of given mix proportion is very seriously affected by the degree of its compaction ; it is therefore, vital that the consistency the mix be such that the concrete can be transported placed and finished sufficiently easily and without aggregation. A concrete satisfying these condition is said to be workable but to say uerely that workability determines the case of transportation, placement and finishing sand the resistance of concrete to segregation is too loose a description of this vital property of concrete workability can be best defined as a physical property which is the amount of useful external and internal works necessary to produce of compaction of concrete.
Another term used to describe the state or fresh concrete is consistency. In a simple language the word consistency refers to the firmness of a form of a substance or to the case with which it will flow. In case of concrete, consistency is sometimes taken to mean the degree of witness within limits. Wet concrete are more workable than dry concrete, concretes of the same consistency may vary in workability.
Factors affecting workability
The main factor is the water content of the mix, expressed in pounds per cube yard of concrete. It
is convenient, though approximate, to assume that for a given type and grading of aggregates and workability of concrete. The water content is independent of the aggregate cement ratio. On the basis of this assumption the mix proportions of concretes of different richness can be estimated and the following Table 2.1 gives typical values of water content for different slumps and maximum size of the aggregates.
Workability is also governed by the maximum size of the aggregates their grading, shape and texture. Grading and water/cement ratio have to be considered together as a grading producing most workable concrete for one particular value of water/cement ratio may not be the best for another value of the ratio. In particular, the higher the water/cement ratio the finer the grading required for the highest workability. In actual fact, for a given value of water/cement ratio, there is only one value of the coarse/fine aggregates ratio that gives the highest workability.
Air entrainment also increases workability. In general terms, entrainment of 5 percent air increases the compacting factor of concrete by about 0.03 to 0.07 and slump by 1A to 2 inch but actual values vary with properties of the mix. Air entrainment is also effective in improving the workability of the rather harsh mixes made with light weight aggregates.
The reason for the improvement of workability by the entrained air is probably that air bubbles act as a fine aggregate of very low surface friction and considerable elasticity. f It is also claimed that the air entrainment reduces both segregation and bleeding.
Table 2.1: Approximate Water Content for different Slumps and Maximum sizes of Aggregates
| Maximum | Water content in Ib per cu yd. of concrete | |||||
| Size of aggregates inch | 1-2 inch slump | 3-4 inch slump | 6-7 inch slump | |||
|
| Rounded Agg. | Angular Agg. | Rounded Agg. | Angular Agg. | Rounded Agg. | Angular Agg. |
| 3/8 | 320 | 360 | 340 | 380 | 390 | 430 |
| 3/4 | 290 | 330 | 320 | 350 | 350 | 380 |
| r/2 | 270 | 290 | 290 | 320 | 320 | 350 |
| 2 | 250 | 280 | 280 | 300 | 300 | 330 |
| 3 | 230 | 260 | 260 | 280 | 270 | 310 |
Measurement of Workability
Unfortunately no test is known that will measure directly the workability, numerous attempts have been made, however, to correlate workability with some easily measurable parameter. But none of these is fully satisfactory although they may provide useful information within a range of variation in workability. Water content for different size of aggregates is followed as per Table 2.1 as shown above.
Factors controlling properties of Concrete
The properties (Strength, durability, impermeability and workability) of concrete depend upon the following parameters (factors):
- Grading of the aggregates.
- Moisture content of the aggregates.
- Water/cement ratio.
- Proportioning of the various ingredients of concrete.
- Method of mixing.
- Placing and compaction of concrete.
- Curing of concrete.
Water/Cement ratio
In engineering practices, the strength of concrete at a given age and cured at a prescribed temperature in assumed to depend primarily of two factors:
- The water/cement ratio and
- The degree of compaction.
The proportion between the amount of water and cement used in a concrete mix is termed as the water cement ratio.
The water in the concrete does primarily the three functions:
1. To wet the surface of the aggregate,
2. To impart workability and
3. To combine chemically with cement.
When concrete is fully compacted, its strength is taken to be inversely proportional to water-cement ratio. It may be recalled that the water-cement ratio determines the porosity of the hardened cement paste at any stage of hydration.
Experiments have shown that the quality of water in a mix determines its strength and there is a water/cement ratio which gives the maximum strength to the concrete. It will be found that there is a certain percentage of water below which the water will not be sufficient to hydrate the cement. The use of less water than that required will not give workability and will produce porous and weak concrete. On the other hand if more water is used than that actually required, the concrete will be weak.
Flakiness Index
This test is based on the classification of aggregate particles as flaky when they have a thickness (smallest dimension) of less than 0.6 of their nominal size, this size being taken as the mean of the limiting sieve apertures used for determining the sieve fraction in which the particle occurs. The flakiness index often aggregate sample is found by separating flaky particles and expressing their mass as a percentage of the mass of the sample tested. The test is not applicable to materials passing a 6.3mm B.S Test Sieve and retains a 63 mm B.S Test Sieve.
Fundamental considerations
Various factors which affect mix design criteria can be clarified physically exhibiting bitumen concrete pavement having varying bitumen content and various shape of the aggregate particle. The following figure-1 to fig-4 shows such physical exhibits.
Figure-2.1 shows a frame work of aggregate particle in a mix of crushed; graded aggregate which has been compacted. All the aggregate particles are in contact with one another. This frame work of aggregate particles has considerable to movement under superimposed load
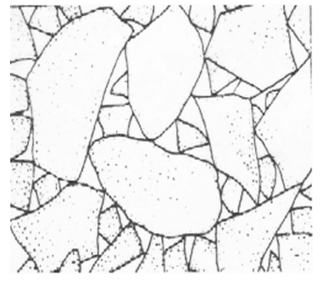
Figure No: Angular Compacted aggregate.
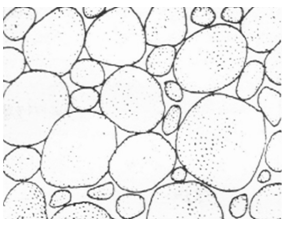 Figure No: Rounded compacted aggregate
Figure No: Rounded compacted aggregate
Fig-2.2 shows a frame work of rounded aggregate particles which have been compacted. This frame work has considerably less stability than that shown in fig-1. If the surface of the rounded particles is made rough to resist sliding of one over another, it can still offer certain resistance to movement. If the stone particles are smooth, the frictional resistance becomes very small and the compacted frame work of particles will have practically no resistance to movement. Rounded particle also practically have no interlocking. The sum of frictional resistance and interlocking comprises which is known as internal friction.
Figure No: Correct proportion of bitumen in compacted load
Fig-2.3 gives a diagrammatic view of a properly designed bituminous pavement. In this diagram the load from wheels of the traffic is carried directly by the frame work of stones. The frame work of stone is held in position by binding action of the bitumen. The open spaces between aggregate particles are not completely field with bitumen but air voids as indicated by white small circles are left. The void space should constitute from 2% to 6% of the total volume of the pavement.

Figure No : Excess bitumen in pavement
Fig- 2.4 shows a diagrammatic view of a bitumen mix having larger amount of bitumen than required. In this condition of the frame- work, the interlocking effect of the stone particles is destroyed and individual stone particles will just be floating. This condition results in bleeding, shoving, or rutting and therefore must be voided. This greatly reduces the traffic load carrying capacity of the road. To avoid such a condition at least 2% air voids must be present in the pavement.
Bitumen content if add just sufficient to act as binder may leave high volume of air voids.
In this condition the mix will still have good resistance to movement but high volume of voids is helpful in hardening of bitumen because of weathering, and may shorten the life of the pavement. On the other hand, low bitumen content may develop brittle pavement which ravel under the action of the traffic. To avoid undue hardening of the bitumen and raveling, the maximum limit of air voids may be restricted to 6%. However, in some methods of design, this limit is restricted to 5%.The volume of air voids is, sometimes,expressed by term percent density. This expression denotes the volume of solids. For instance a pavement with 97% density has 3% air voids.
For a specified grading and aggregate, percent density is function of the bitumen content in the mix and the degree of compaction. The pavements are normally designed at 96% to 97.5% density.
Percentage of voids in the pavement plus the percentage volume occupied by the bitumen is known as voids in the mineral aggregate (VMA). Single size aggregate has maximum value of VMA which may be as high as 35% to 40%. Poorly graded aggregate have VMA ranging from 20% to 35% while well graded have its value less than 20%. It is good to reduce the VMA to the lowest possible value, but through proper distribution of size of aggregate.
Value of VMA should not be reduced by using excessive 75 mic passing material i.e. filler. A well graded aggregate without excess use of 75 mic passing material, will normally give VMA value 15% in compacted specimen. Aggregate having value of VMA less than 10 should not be used, as such a low value can only be obtained through excessive use of mineral fill.
The amount of bitumen, required to produce a given percentage of voids in the mix is largely a function of the surface area per unit weight of aggregate, which is a function of the particle size.
This is the reason that the optimum bitumen content is larger for mixes with a small-top size aggregate than for a large top-size aggregate. Roughnc5s of the surface of the aggregate particle and the amount of bitumen it absorbs, also affect the amount of bitumen to some extent.