Tua-Ha Textile Ltd. is a state-of-the-art Knitting, Dyeing – Finishing & Garment Manufacturing factory. The project has been a setting up of a 100% export oriented composite knit garment unit. The project has been designed to fulfill the present world market demand for producing most value added fabrics. The project is equipped with open width finishing line. This helps saving all types of fabrics consumption. Also the quality of fabrics is improved tremendously. The machinery of the project is Brand new and has been imported from abroad.
Objectives:
- To meet the appropriate expectations of clients
- To gain confidence of the Buyers
- To be the “Tag carrier of made in Bangladesh”
- To create employment opportunities
- Speedy Communication through Internet & Telecom services.
Compliance:
Tua-Ha TextileLtd. complies with specific regulation and requirement state by the land of
law or by the customer against work environment, sound, noise, safety & health, working
hour, wages, mandatory benefits, cleaning & hygienic, work regulations etc.
Other Compliance Matters:
- No child labor/involuntary labor.
- Timely payment, incentive, Bonus and leaves following minimum wages.
- Transportation in companies account for distance labors/staffs.
- Free routine medical checkup and medical facilities.
- Training of operators and technical staffs.
- Regular evacuation drill and trained staffs.
- Alternative in building staircase.
- Emergency exit.
- Forklift and wheel loader to warehouse go-down.
- Security Observation through CC TV.
Remarks:
It’s a wonderful project. This project makes profit more than ever for its strong management.
Tua-Ha Textile Ltd. (NFL) is leading house of industries and commerce in Bangladesh having Knitting, Dyeing and Garments industries. The main accomplishment of their project is the highly gas burn power plant and own chemical waste water treatment plant. This is effectively running to remove effluents from drained water. It is such a type of industry which has the ability to maintain finest quality products. To fulfill the buyer requirements the factory has established a strong management and equipped with modern machineries.
Job Description / Responsibility of Production Officer:
- To prepare programs as per order sheet.
- To follow up production time to time & quality of products according to the order
sheet.
- To prepare fabric swatch & trim card for buyer`s approval before bulk production
- To solve any problem of Dyeing
- To give the solution for dia, GSM, shrinkage, spirality, crease mark, line mark and
hand feel problem of the finished fabrics.
- To meet the planning schedule according to the requirement of Garments Div.
- To submit Daily production reports to the Concern Authority
- To maintain registers of dye yarns and samples
- To develop new samples and keep it for future requirement.
- Any other assignment given by higher authority.
Communication System:
- Intercom Telephone
- Fax
- Written letters
RAW MATERIAL
Raw material is a unique substance in any production orieneted textile industry. It plays a vital role in continuous production and for high quality fabric.
Types of raw material:
- Yarn
- Fabric
- Dye stuff
- Chemical and auxiliaries
- Accessories
Name and sources:
Yarn:
The raw material ( cotton yarn ) used in knitting are the product of Viyellatex Spinning Ltd. They produce carded and also combed yarn according to their buyer requirement. The yarn count range vary for carded yarn from (34/1) to (7/1) Ne. The yarn count range vary for combed yarn from (40/1) to (20/1) Ne.
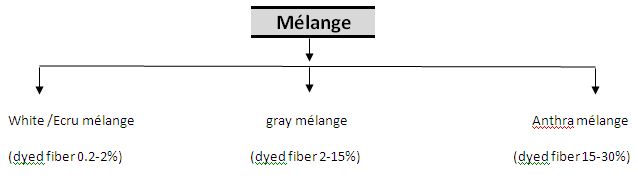
Mélange:
Mélange is produced by blending different amount of top dyed fibre with gray fiber. Different types of mélange used in knitting are:
Sources of mélange:
- Patartoli
- Prime
- Shohag pur
- Therma
Sources of polyester:
- Kader Synthetic
- Chaina
Count: 75 den, 100 den, 150 den.
Sources of Lycra:
Brand : Roica
Country : Taiwan
Brand : Texlon
Country: Korea
Brand : Acelen
Country : China
Brand : Creora
Country : Japan
Brand : Lioli ( In used mostly )
Country : China
Count : 20 den, 40 den, 70 den.
Price list of different types of yarn:
| Yarn count | Combed yarn | Carded yarn |
| 40/1 | 3.65 $/kg | 2.65-2.7 $/kg |
| 34/1 | 3.00 $/kg | 2.5-2.6 $kg |
| 32/1 | 2.90 $/kg | 2.30 $/kg |
| 30/1 | 2.70 $/kg | 2.30 $/kg |
| 28/1 | 2.70 $/kg | 2.25 $/kg |
| 26/1 | 2.65 $/kg | 2.25 $/kg |
| 24/1 | 2.60 $/kg | 2.25 $/kg |
| 22/1 | 2.55 $/kg | 2.20 $/kg |
| 20/1 | 2.50 $/kg | 2.15 $/kg |
Knitting:
Knitting is the method of creating fabric by transforming continuous strands of yarn into a series of interlocking loops, each row of such loops hanging from the one immediately preceding it. The basic element of a knit fabric structure is the loops intermeshed with the loops adjacent to it on both sides and above and below it.
The weft knitted structure is very different from the warp knitted one. The difference is apparent from both warp and weft knitted structures is shown in simplest forms in below. It is seen from this figure that in a knitted structure a horizontal row of loops can be made using one thread and the thread runs in horizontal direction.
In a warp knitted structure, each loop in the horizontal direction is made from a different thread and the number of threads used to produce such a fabric is at least equal to the number of loops in a horizontal row. One can say that in a warp knitted fabric the threads run roughly in a vertical direction.
Types of Fabric:
Single jersey & Double Jersey derivatives that is familiar in Northern Fashion Ltd. is given below-
Single jersey Derivatives
- Single jersey with lycra and without lycra
- Single lacoste with half feeder lycra ( in lacoste never used full feeder lycra)
- Pique & double lacoste
- Two thread terry
- Denim single jersey
- Three thread fleece
Double jersey derivatives
- (1×1) Rib
- (1×1) half feeder lycra Rib
- (1×1)Full feeder lycra Rib
- (2×1) Rib
- (2×1) half feeder
- (2×1) full feeder lycra
- (2×1) Rib
- Offal Fabrics
- I-lack fabric
- Flat Back Rib
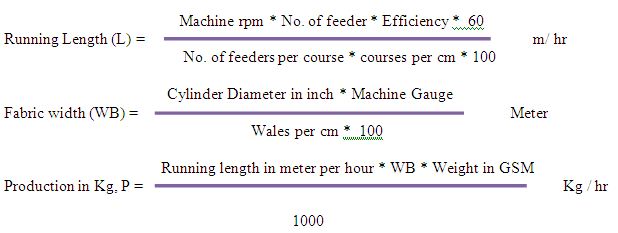
Production Calculation:
It has been expound in the sections above that the output of a circular knitting machine depends
on a series of different influencing variables. A wealth of machine data and data on the
fabric to be produced is required for calculating production capacity.
In this respect the cylinder diameter d in inch, the gauge E, the system count S, the machine
rpm n, and the efficiency level ɳ of the circular knitting machine must be known. The following
data on the fabric produced must also be available:
- The construction (e.g. single jersey , rib, purl etc.)
- The course density or course /cm and the weight per unit area in gm/m2.
Production is calculated in accordance with the following equation-
Water Ratio of Sample :-
PROCESS | RATIO |
Scouring | 1:6 |
Aquachron | 1:5 |
P.T. hot | 1:8 |
Only wash | 1:5 |
Acid+ Enzyme | 1:5 |
Enzyme hot | 1:5 |
Colour | 1:6 |
N.S.R. Hot | 1:8 |
Normal hot | 1:6 |
Acid | 1:5 |
Fixing | 1:5 |
Softener | 1:5 |
CMC (Colour Measurement Combination):
DL(-) = DARKER;
DL(+) = LIGHTER;
Da(+) = REDDER;
Da(-) = GREENISH;
Db(-)= BLUEISH.
LABORATORIES PERCENTANCE OF SOLT & SODA
TOTAL SHADE | SALT | SODA |
0.01-0.5% | 20 g/l | 06 g/l |
0.5-1% | 30 g/l | 08 g/l |
1-2% | 40 g/l | 10 g/l |
2-3% | 50 g/l | 15 g/l |
3-4% | 60 g/l | 18 g/l |
4-6% | 70 g/l | 20 g/l |
6-8% | 80 g/l | 20 g/l |
ABOVE 8% | 100 g/l | 20 g/l |
LIGHT BOX / LIGHT SOURCE:
- D65
- TL84
- ULTRA VIOLET
- FLOROCIENT
OTHERS LIGHT SOURCE:
- TL83.10DEG
- U300010DEG
- A-10DEG
- FO2-10DEG
Quality Management System
The Quality Assurance Department is assigned to maintain consistently uniform quality of the material in process and various stages of its manufacturing.
Object of quality control:
- Research.
- Selection of raw materials.
- Process control.
- Process development.
- Product testing.
- Specification test.
Quality management system in Tua-ha Textile:
Online Quality Control:
There are two types of online quality control. These are as follows:-
- Raw material control
Raw material control means control the quality of raw materials. (e.g.- Quality of Grey fabric, Dyes, Chemicals and Auxiliaries )
- Process control
Process control means the selection of right process and controlling of some parameters. Such as pH, Water hardness, water volume, Temperature, Reel speed, Pump pressure etc.
Online Tests:
- Dyed fabric.
- Shade check.
- Wash fastness.
- Water Fastness.
- Crocking fastness.
Laboratory:
Laboratory is the heart of dyeing Industry. An efficient laboratory can increase the efficiency of dyeing.
So, laboratory in-charge is sometime called pilot. Before bulk production, a sample is sent to buyer for approval. Laboratory supplies the recipe to the floor.
Purpose of Laboratory:
- Get color approval from buyer.
- Recipe supply to the floor.
- Shade correction.
- Minimize the deviation between bulk and laboratory.
Laboratory line :
- Standard Sample:
At first recipe % of standard sample is measured by CCM (Computer Color Matching) system.
- Laboratory Trial :
Then by taking those recipe laboratory officers produce laboratory trial and match with standard according to buyer requirement.
- Approved Sample :
Then the sample swatch, which is matched with the standard, is sent to buyer for approval.
Off-Line Tests :
Off-line tests for finished fabrics are divided into two groups. These are as follows :
- Physical Tests.
- Chemical Tests.
Physical Tests :
- GSM of fabric.
- Abrasion resistance / Pilling.
- Dimensional stability test.
- Spirality test.
- Color fastness to rubbing test (Dry / Wet).
- Bursting strength test (For knitted fabric).
- Tensile strength test (For Woven fabric).
Chemical Tests :
- Color Fastness to washing.
- Color Fastness to light.
- Color Fastness to heat
- Color Fastness to actual laundering.
- Color Fastness to Chlorinated water.
- Color Fastness to water spotting.
- Color Fastness to perspiration.
- Color Fastness to Seawater.
- Flammability test.
- Fiber analysis.
- pH test.
- Spray test (water repellency).
- Phenolic yellowing.
Quality Standard :
Here in the factory, they are following ISO standard for their testing purpose. But testing standard depends on buyer requirements.
SOME TEST PROCEDURE:
A) Color fastness to rubbing (wet & dry) :
1) Procedure :
At first take a sample of size ( 14 x 5 ) cm at Wales & Course wise. Put the crocking cloth the 8 holes by permanent marker & also at the edges of the template.
Then sewn the fabric & it is given to the washing m/c for run at 60o C for 60 minutes with water.
After that dry the sample & then measure the fabric.
Spin speed — 500 rpm
Drum speed — 500 rpm
2) Calculation:
Color fastness to water ( ISO 105 EO1 & EO2 ) :
- Sample size : Cut the specimen & multi-fiber at 10 x 2 cm & sewn together.
- Solution : Wet in distilled water at room temperature & it will suck water.
- Place it in acrylic resin plates & put the weight on to the plates.
- Keep it in oven & keep the temperature at 37 ± 2o C for 4 hours.
- Open the specimen & dry it in the air hot exceeding 60o C.
- Assess the staining & shade change with gray scale.
Color fastness to perspiration Alkaline & Acid solution ( Method : ISO 105 E04 ) :
1) Procedure :
Cut the specimen & multi-fiber at 10 x 2 cm & sewn together.
2) Prepare solution :
Alkaline solution :
- 0.5 g/l of 1-histadine mono hydrochloride monohydrate
- 5 g/l of sodium chloride
This solution is brought to pH = 8 with 0.1 mole/l caustic solution.
Acid solution :
- 0.5 g/l of 1-histadine mono hydrochloride monohydrate
- 5 g/l of sodium chloride
- 2.2 g/l of sodium dihydrogen orthophosphate dehydrate
3) M : L = 1 : 10
4) Wet the specimen in flat dish containing acid & alkaline solution & keep for 30 min. Then take the specimen & squeeze the excess solution by two glass rods.
5) Put the specimen into the acrylic resin plates & put wt. on the plates.
6) Keep it in the oven at 37o C ± 2o C for 4 hrs.
7) Open the specimen 6 multi-fiber & dry separately in the air temperature not exceeding 60o C.
8) Access the staining & shade change with gray scale.
pH TEST :
pH Measurement :-
Enzyme pH – 5
Color dosing – (6-7)
Color hot – (6.5-7.5)
Fixing – 5.5
Softener – 5.5
Polyester – 4.5
Cotton – (6-7)
Procedure :
Take 2 gm sample fabric and cut into small pieces. Then put it conical flax with 100 cc water (M : L = 1 : 10). Then shake it 15 min, then place it in a shaker m/c for 1 hour. Then check pH by pH meter.
GSM TEST :
Procedure:
GSM is the most important factor. There is a GSM cutter. The sample cut by the GSM cutter is weighted in the electronic balance. The reading (in gm) from the balance is multiplied by 100 to get the value of GSM.
SCOPE OF QUALITY CONTROL, QUALITY ASSURANCE AND TESTING :
The scope of quality control, quality assurance and testing are good. It has the following options –
- Testing Laboratory.
- Machine auditing system.
- A good training system.
- Excellent analytical backup.
- Technical experts.
RESPONSIBILITY OF OFF-LINE QUALITY CONTROL :
To check the following things :-
- Inspection of fabric in the inspection m/c under 4-point system.
- Yarn count and lot number.
- Buyer.
- Design.
- Stitch length of grey fabric.
- Shade of grey fabric within one order.
RESPONSIBILITY OF ON-LINE QUALITY CONTROL :
To check the following things:-
- M/C Dia & Gauge.
- Buyer.
- Design.
- Grey fabric GSM & stitch length.
- Yarn count & lot number.
- Yarn whether approved or not by Q.C. Department.
- Finished Dia & grey Dia.
- Fabric quality checking under 4-point system.
RESPONSIBILITY OF IN CHARGE OF QUALITY CONTROL :
- Making report.
- Supervise the grey Q.C.
- Check machine is running according to program or not.
- Check program can meet the requirement which is mentioned in the order sheet or not.
- Check yarn is approved by Q.C. or not.
RESPONSIBILITY OF THE FINISHING Q.C. :
Finishing Q.C. (shade) :
- After unloading from dyeing, cut small piece, check shade with standard/ approved lab dip/production sample & previous production batch (if any).
- Then instruction to finishing for finish by mentioning specific temperature in dryer.
- After finish again cut sample & check same way like before at dry state.
- Keep the record of every lot after dry & after finished state.
- If any batch is not OK at any stage then make the re-process card for dyeing.
- If any batch is closer to standard but not exactly pass with standard, then make trial for that batch in finishing to make it OK.
- Maintain the resister of all batches.
- Check the shade of Body to Rib, Body to Collar & Cuff.
In Charge :
1) Supervise the trainee Q.C. & Q.A.
2) Make report every day.
3) Cross check whatever shade already checked by Q.C.
Q.C.(Finishing):
- Make the R2R continuity of each dye lot by cutting small piece from each roll of dye lot.
- Inspect 30-40% of each dye lot under 4-point inspection system & report accordingly.
- If found any problem then re-inspect 100% of that dye lot and make report & re-process card (if re-process able) for dyeing. If it is knitting faults then immediately inform to officer asking decision.
- Check the evenness of a dye lot by checking R2R continuity.
- Check the shade of body to rib, body to collar & cuff.
In Charge :
- Monitor the all Q.C.’S (finishing) work including shade Q.C.
- Take decision when asking advise from his subordinate.
- Make daily problematic batch report .
- Make daily production report .
- Maintain resister khata.
- Make daily batch reprocess job card .
RESPONSIBILITY OF QUALITY ASSURANCE MANAGER :-
- Responsible for all quality matter of fabric.
- Yarn selection.
- Monitoring product development.
- Organize Laboratory.
- Control grey and finished fabric inspection under 4-point system.
- Documentation after shade check of every lot.
Remarks :
They have a well-equipped testing laboratory called Textile Testing Services limited for all kinds of Textile Testing. The laboratory of Tua- ha is approved by world renowned buyer Marks & Spenser and also Puma. Now they are just testing their internal tests but they are trying to develop their laboratory. So that external author can send their textile material for testing by suitable testing fees.

RESPONSIBILITY OF PRODUCTION OFFICER :
• Overall supervision of dyeing & finishing.
• Dyeing & chemicals requisition issue & check.
• Program making, sample checking & color measurement.
• Control the supervisor’s operators & helpers of machines.
• To give dye-line or the program slip according to daily production plan, batch preparation & pH check.
• To rectify the finished fabric which rejected from quality control department.
• To check daily production report.
• To study dyes & chemicals nature delivery by the manufacture & applied them correctly to the production to get best product.
Dyeing Machine Specification :
Machine no. : A-1
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 50 KG
Machine no. : A-2
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 100 KG
Machine no. : A-3
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 250 KG
Machine no. : A-4
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 600 KG
Machine no. : A-5
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 600 KG
Machine no. : A-6
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 600 KG
Machine no. : H-7
• Company / Brand Acme
• Model AM-OHD
• Origin Taiwan
• Comprasher High comprasher
• Temperature 180o C
• Capacity 100 KG
Machine no. : H-8
• Company / Brand Acme
• Model AM-OHD
• Origin Taiwan
• Comprasher High comprasher
• Temperature 180o C
• Capacity 150 KG
Machine no. : H-9
• Company / Brand Acme
• Model AM-OHD
• Origin Taiwan
• Comprasher High comprasher
• Temperature 180o C
• Capacity 300 KG
Machine no. : H-10
• Company / Brand Acme
• Model AM-OHD
• Origin Taiwan
• Comprasher High comprasher
• Temperature 180o C
• Capacity 300 KG
Machine no. : H-11
• Company / Brand Acme
• Model AM-OHD
• Origin Taiwan
• Comprasher High comprasher
• Temperature 180o C
• Capacity 600 KG
Machine no. : H-12
• Company / Brand Acme
• Model AM-OHD
• Origin Taiwan
• Comprasher High comprasher
• Temperature 180o C
• Capacity 900 KG
Machine no. : H-7
• Company / Brand TONG GENG
• Model TGRU-NUV-3 (600)
• Origin Taiwan
• Comprasher Normal
• Temperature 98o C
• Capacity 600 KG
Machine no. : A-13
• Company / Brand TONG GENG
• Model TGRU-NUV-3 (600)
• Origin Taiwan
• Comprasher Normal
• Temperature 98o C
• Capacity 600 KG
Machine no. : A-14
• Company / Brand TONG GENG
• Model TGRU-NUV-3 (400)
• Origin Taiwan
• Comprasher Normal
• Temperature 98o C
• Capacity 400 KG
Machine no. : A-1
• Company / Brand Acme
• Model AM-SF
• Origin Taiwan
• Comprasher Normal
• Temperature 95o C
• Capacity 50 KG
Raw materials for Dyeing :
Raw materials used in dyeing section are-
1. Grey fabrics.
2. Dyes.
3. Chemicals.
Grey fabrics :
Following types of grey fabrics are dyed :
• Single jersey.
• Single jersey with lycra.
• Polo pique.
• Single lacoste.
• Double lacoste.
• Fleece/ Tery.
• Wapel.
• Interlock.
• Slub jersey.
• 1×1 Rib.
• 2×2 Rib.
• 4×2 Rib.
• Rib with lycra.
• Different types of collar & cuff etc.
Dyeing Parameter & Calculation
The things which influence the effective coloration of textile materials with reactive dye are called as parameters of dyeing. These include –Temperature, Time, Liquor ratio, pH of the bath etc. A brief description about them is given below-
Effects of Temperature:
Temperature of the dye bath plays vital role for dyeing. Rise in temperature has a large effect on an increase in the diffusion rate of dyes into fabrics. Increasing of temperature increases the rate of dyeing & of the dye migration. Higher dyeing temperature ensures the good leve-ling & better penetration of dye in to the fibers. But the temperature depends on the types of dyes adapted in the dye bath. For Example-in case of hot brand dyestuff the dosing tempera-ture of dye is 80ºC and for cold brand dye temperature is kept 60ºC.
Effects of pH:
In the case of most popular fiber reactive dyes, a high PH actually activates the cellulose (cot-ton) fiber, forming a cellulosate anion, which can then attack the dye molecule, leading to a reaction that produces a strong, permanent covalent bond. Without a high pH, the dye will not fix permanently to the cellulose fiber. For this reason Sodium Carbonate (Na2CO3) [Some time mixed alkali such as (NaOH + Na2CO3)] is used for no other reason than to increase the PH of the dye reaction, so that the fiber will react with the dye. Basically during the color ad-dition, the PH of the bath remains at near about 6, but after adding alkali it goes rise to pH
11.4 & this is the critical stage in which the dye molecules fix up with the fiber.
Effects of Material: Liquor Ratio (M : L):
Dye bath exhaustion increases with the decreasing of liquor ratio. Dyeing at low liquor ratio decreases the amount of waste dyes & chemicals in the effluent. Because higher the liquor ratio greater the amount of g/l of chemicals which increases the volume of effluent. To get rid from this problem Then Air flow Dyeing machine is getting popular in our country which can dyeing at 1:3 Materials: Liquor ratio. But in case of Thies Jet Dyeing machine it can possible up to 1: 5 Materials: liquor ratio.
Effects of Time:
The time for dyeing also the vital one. A specific Time adjusted with the temperature, very much needed for better dyeing. For this reason color dosing takes place in 20 minutes (may vary process to process) & Specific run time is set for dyeing.
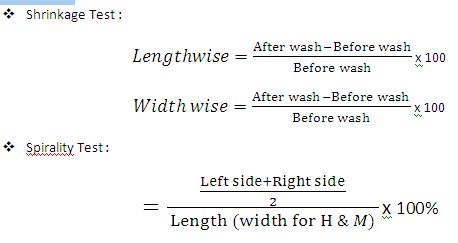
Shrinkage:
A dimensional change resulting in a decrease in the length or width of a specimen subjected to specified condition is known shrinkage.
Spirality:
If the wales of the knitted fabric are not perpendicular to the course and skew to the right or left spirality occurs in the fabric. This creates serious problem, especially in the apparel in-dustry.
Finishing:
The term dyeing finishing in a board sense cover all the process through which fabric under goes after leaving the knitting m/c to the stage at which it enter the market.
It is term used for series of process to which all bleached printed &certain. In fact finishing include the final treatment. Finishing process apply on fabric of every kind of fabric to market the fabric neat, soft, attractive, & presentable.
Machine list of Finishing section:
Machine name Machine Quantity
Slitting m/c 02
Dewatering m/c 02
Raising m/c 02
Sueding m/c 01
Washing m/c 04
Thread shaker 04
Metal detector 01
Dryer 02
Electric Boiler 05
Electric Iron 47
Rope Opening, Slitting & Dewatering Machine:
Slitting is a process that is applied for cutting the tubular fabric through the intended brake Wales lime on length wise direction prior to stenter processing.
Schematic diagram of Rope Opening, Slitting & Dewatering Machine
Machine Function:
• Open the fabric from the rope form.
• Reduce the water content
• To slit the fabric from tube form
• Apply overfeed to give some compaction.
• Width-wise stretch the fabric.
• Plait the fabric
Function of main parts
J-Box: Squeeze the fabric to reduce the water contains. Water reducing percentage depends on J-Box pressure.
Detwister: By the detwister rope formed fabric become untwists form. (due to action of sensor)
Hand Wheel: It is manual and used for guiding the rotary blade.
Turn Wheel: It controls the fabric rotation
Rotary Blade: To cut the fabric through break wales line.
Ring: To help cutting.
Guide Roller: To guide the fabric to plaiting
Plaiter: To plait the fabric.
Sensor: Sense for cutting through break wales line.
Working principle of Dewatering:
After completing the dyeing procsse from the dyeing machine then the fabrics read for dewatering. In de-twisting m/c tubular fabric are mainly processed. there is a magnetic sensor which sense the twist of the fabric & direction turn the fabric in opposite direction to remove wiste automatically. Here dewatering is performed-watering is the process remove the water from the fabric completely by squeezing and is done by the padder. a suitable expender is used before the fabric is passed through the in of he padder.
which expender is used before the fabric is passed the nip of the padder.a suitable expender is used before he fabric passed through the nip of the padder, which expand the fabric is passed through the nipe of the expended are fabric flat wise and adjust than width. the expender with is adjusted as s/j-20%, PK-25%,int30%, lacoste40%wider than the required width. there is appairenc of rubber coated padder, where is removed han the required width the expender width is adjustet as s/j-20%, pk-255,INT-25% ,wider than the required width. there is pair of rubber coated padder, where water is removed from the fabric when passed through the nip of it.
Normal squezzer contain single or double padder where,One for removing water andOther for applying finishing chemical such as softener.But this finishing is done only for the tubular fabric. Open width knitted fabrics are applied finishing treatment later in stenter.
Basic Working Principal of Stenter:
The stenter line has units: 2 padders, 1 weft straightener, 1 tenter and drying chambers. There are also steaming, selvedge degumming and curing arrangement. At least padder is simply wash with water. The squeeze pressure normally 5 bars. In two padder the fabric is treated with softener. The fabric is passed through tenter. There are two steams along fabric width that apply steam from below fabric. There are gumming unit before drying chamber. In sten-ter, fabric enters in drying chambers by gripping with chain pin and with over feed/ under feed that is with more controlled conditions. The drying chamber has 7 units. Generally tem-perature kept about 150 – 200 ºC. The fabric comes out form chamber by tenter chains grip-ping with pins. Before delivery the fabric is removed from the tenter chains by unpinning rollers and then the cutting units cut the additional fabric from the gummed sides. Now at de-livery side there is an antistatic arrangement to remove static electricity from heated fabric.
Function of Stenter:
Apply chemical and softener
To dart set the T/C fabric
Drying of fabric
To control width
Curing of fabric
Apply pigment dyeing
To control GSM
To control shrinkage
To decrease spirality
To decrease bowing effect
Surface coating for teflon finish
Apply soil release chemical finish
Heat set for cotton/lycra fabri
Main parts of stentre
1. Feed Zone:
-Centering device
2. Chemical Padding Zone:
-Squeezing roller-Chemical tray
3. Bowing Control Zone:
-Bowing roller (Rubber rollers, number of roller 2)-Sensor (no of sensor 6)-Uncurling roller
4. Chin Entry Zone:
-Uncurling device (both side of the chain entry)-Sensor (both side of the chain entry)-Brush roller (for attaching the fabric with the pin of the chain, no of brush
roller 4) -Selvedge gumming device with gum box under chain entry.
5 Drying Zone (gas burner 10) Cooling Zone.
6 Cooling Zone
7 Delivery Zone
Material Safety Data Sheet (MSDS) for Stenter Machine:
Work should be done before running machine.
• Clean the machine (inner & outer side.)
• Switch ON the main switch.
• ON the Gas & Air line bulb.
• Have any bad sound in machine? Check it.
• Check conveyor belt, it is ok or not.
• Run the machine.
• After raising temperature at a specific state start running the fabric
• Close the all bulb after ending the operation.
• Switch OFF Emergency switch.
• OFF the main power
• Don’t touch, machine & machine switch on wet hand or foot.
Compacting machine:
Function:
• To control shrinkage
• To control width
• To control GSM
• To smooth fabric
• Heat setting of fabric for lycra
Checking Parameter:
o Shade Check: In delivery side operator checks the shade of fabric with customer ap-proved swatch.
o With Check: Operator measures fabric width by using measuring tape and compared with required width.
o Wight Check: Operator checks the weight by using GSM cutter and electronic bal-ance & compares with the required finished width.
o Fault Check: As mentioned before
o Design & Slanting: Operator checks design and slanting at delivery side.
o Edge line checking: check two edges of fabric at delivery side.
GARMENTS CUTTING SECTION:
Cutting:
Cutting means to cut out the garments pieces from lays of the fabric with the help of cutting templets. To make accomplete garments, cutting is necessary. The use of term cutting is necessary. The use of the term cutting can present a difficulty. It is used in the sense of cutting room an area which normally includes the activities of market planning, spreading, lay and preparation of sewing
Pattern Making:
When the various parts of a garments is drawn on the hard paper according to the size and shaoe and cut those them the every specific cut paper is called pattern
Marker making:
Marker making means drawing by pattern on the graph or newspaper for cutting according to the style. Marker is made for cutting fabric
Marker planning:
Marker is a thin paper which contain all necessary pattern pieces for all sizes and for a particular style of garments. The marker is placed on the fabric for cutting.
The main objective of marker making:
1. To minimize the fabric wastage.
2.To improve the quality of a garments.
Spreading:
Spreading means the smooth laying out of the fabric in superimposed layer specified length.
The cutting marker is layed on the top most layer.
The spread can be of two basic types-
1. Flat spread
2. steaped spread.
Lay:
Spreading means the smooth laying out of the fabric in superimposed layer specified length. And after spreading the shape of fabric plice is called fabric lay. During spreading no of lay should be not more than 300.
According to construction fabric lay are two types:
1. Straight lay
2. Stepped lay
Cutting section is a place where he number of fabric are cut to make the garments .At first take pattern from the sample section which is made by pattern master. Then place this pattern on the on the fabric lay and mark different part like body, sleeve, cuff etc. Then it cut on the marketing point by the cutting m/c. Worker use metal hand glove when they use cutting individual part of the garments to identify back & front part. Then all the part are send to the quality controller table for the final check.
There are two type of cutting technique:
1.Manually operated technique
2.Computerized technique
Different types of m/c are used for cutting. Here mainly used straight knife cutting m/c.
Here use Km cloth cutting m/c. this m/c can up down 3000-3600 time per minute. There are 5 cutting m/c are used.
Different type of garments:
1.Round neck
2. V neck
3.High neck
4.Mog neck
5.Polo shirt
6.Short pant
7.Trouser
8.Tank top9.Baby set
10. Turtle neck T-shirt
Maintenance
Maintenance is a procedure by which we can maintain active functioning in operation according to the behavior and utility of a particular element. In engineering, we use this terminology for maintaining smooth and uninterrupted performance of machinces, tools and metallurgical characteristics in practical uses
Objectives of maintenance:
• To keep the factory plants, equipments, machine tools in an optimum working condition.
• To ensure specified accuracy to and time schedule of delivery to customer.
• To keep the downtime of machines to the thuds to have control over the production program.
• To keep the production cycle within the range.
• To modify the tools to meet the need for production.
Three types of maintenance are performed in thu-ha textile ltd.
1.Preventive Maintenance.
2. Routine/Schedule Maintenance.
3.Breakdown Maintenance.
1. Preventive Maintenance: Actions perform periodically(or continuously)prior to functional failure to achieve the desired level of safety and reliability for an item. These actions are performed to reduce consequences of failures.
2. Schedule Maintenance: It is time based maintenance and pre-planned to performed on machine and equipments. This plan usually made on monthly basis.
3. Breakdown Maintenance: In this type of maintenances when the machine remains stop that the maintenance is done.
Maintenance Tools Equipments& their function:
Name of tools Function
Slide wrench To give shape
Spanner Tightening and opening bolt
Pliers Tightening and opening bolt
Hacksaw Cutting, Holding, Joining, Wire ,Gripping
Pipe wrench Cutting
Chisel Tightening ,opening, Gripping, Pipe
File Shaping, cutting
Clamp Shaping
Vice Gripping
Name of the Equipments Function
Grinding m/c Grinding
Cutting m/c Cutting
Drill m/c Drilling
Shaping m/c Shaping
Lathe m/c To make smooth
Bending m/c Bending
Maintenance Procedure:
Preventive Maintenance: They always follow preventive maintenance.
Breakdown Maintenance: When a problem occurred the operator informed the supervisor, then the supervisor informed the production officer, then the production officer called the maintenance officer. The maintenance officer visits the problem and takes necessary steps to solve the problem.
Utility facilities available
The following utility facilities available in Thu-ha textile.
• ETP( Effluent Treatment Plant)
• Electricity and Generator.
• Steam or Boiler
• Hot water
• Water
• Compressed Air
Generator house
1. Generator:
To generate the power(volts&s) for every in the factory.
2. Panel:
To store the power (volts&s) from the generator for every in the factory.
There are two types of panel:
1.PFI(power factor Improvement) panel
2.LT panel
PFI panel:
To store the power (volts& amps) from the generator for the boiler house, finishing section& dyeing section in the factory. Supply AC current 4Amps &400 volts.
LT panel:
To store the power (volts & amps) from the generator for the boiler house, finishing section& dyeing section in the factory. According there need .Supply AC current 4Amps &400 volts.
3. Distribution:
To supply the (volts &s) for the light, AC, fan etc in the different section. Supply AC current.4Amps & 400 volts.
4. Generator Control panel:
To con troll the generator for the generate power.
Effluent Treatment Plant
Process description
The effluent from different sources will be collected in an Equalization tank through a Bar Screen. Bar Screen will remove large floating materials. The equalized effluent is then pumped to a Flocculation tank. Coagulation agents, like Lime, Alum and Polyelectrolyte will be dosed in the Flocculation Tank to agglomerate the suspended particles. The effluent from this tank will pass through the Primary Tube Settler where flocks are removed. After primary tube settler, the effluent flows to the Aeration Tank, where BOD & COD are removed. The pH of the effluent will be corrected to bring to the level of 8 to 8.5. After Aeration Tank, the effluent will pass through a Secondary Clarifier where suspended biological solids are re-moved. From Secondary Clarifier, the effluent will be discharge to drain.
Sludge generation from primary clarifier will be taken to sludge pit or sludge drying bed. From sludge pit sludge will be fed to centrifuge followed by filter press unit. Sludge cakes generation from filter press will be dried and can be disposed suitably. Sludge from second-ary clarifier will be re-circulated back to aeration tank and periodically to sludge pit.
Water treatment plant:
Water for a textile plant may come from various sources .These includes surface water from rivers and lakes, and subterranean water from wells.
The various salts present in water depend on the geological formations through which the water has flowed. These salts are mainly the carbonates (CO32-), hydrogen carbonates or bicarbonates ( HCO3-), Sulphates ( SO42-) and chlorides ( Cl-) of calcium ( Ca2+), magnesium (Mg2+) . Although calcium and magnesium carbonates in limestone are relatively insoluble in water. So in this reasons, water hardness can be divided into two ways
1) Temporary hardness : Ca(HCO3)2 , Mg(HCO3)2 , Fe(HCO3)2
2) Permanent hardness : CaCl2 , CaSO4 , Ca (NO3)2 , MgCl2 , MgSO4 , Mg(NO3)2
This water hardness causes some serious consequences in a textile dyeing and finishing
industries and these are
1 Precipitation of soaps .
2. Redeposit ion of dirt and insoluble soaps on the fabric being washed ,
a. this can cause yellowing and lead to uneven dyeing and poor handle.
2 Precipitation of some dyes as calcium and magnesium salts.
3 Scale formation on equipment and in boilers and pipelines.
4 Reduction of the activity of the enzymes used in washing.
5 Incompatibility with chemicals in finishing recipes and so on.
Hardness expressed by parts per million (ppm) of CaCO3 which is standard hardness scale
and it is also called American hardness.
Capacity: 60m³ per hour
Boiler:
The equipment used for producing steam from water is called steam generator or boiler. The boiler used for producing steam in GKL is Cochran boiler which is a fire tube type boiler. This produced seam line in different section. Simple vertical boiler of fire tube type is mainly used in small plant requiring small quantity of steam and where floor area is limited.
Classification of boilers:
1) Fire-tube boiler (gas): Low pressure, low running cost, less change of busting but greater risk of damage.
2) Water-tube boiler: High pressure, high running cost, high change of busting & don’t damage the whole boiler.
As this factory used fire tube boilers and its description is given below.
In boiler house, steam is produced at high temp &pressure. This produced steam is supplied by the steam line in different section.
Uses: Steam use for-
Power generation (steam engine /turbine).
Processing in industries(dyeing 7 finishing mill, paper mill etc).
Heating purposes (house, office, hospital etc in cold countries).
Hot water supply.
Essentials of a good boiler:
Required pressure and quality at minimum fuel.
Initial installation and maintenance cost low.
Parts approachable for rep
Quick starting capacity.
Conform to the safely regulations of boiler act.
Working principle:
The gas is feed through the side to the furnace where fire created by electric spark. The boiler move the fire into the flue pipe by compress air and then the flue gases enter through the combustion chamber which is lined with fire bricks on the outer wall of boiler. The gases passing through the horizontal smoke tubes give their heat to the water and convert water into steam. This steam gets accumulated to the upper portion of the shell from where it can be supplied to the users. Finally, the gases are discharge to the atmosphere through the smoke box and chimney.
Marketing Strategy:
Marketing strategy is a very important factors to sale the products to the buyer. Tua-ha Textile Ltd mainly senior marketing officers, merchandiser and higher deal with buyer. There are some fixed buyers of the industry. The buyers give their orders continuously all over the year. The marketing officers and by both side understanding the rate and the order quantity are fixed.
Duties & responsibilities of marketing officer:
The main duties and responsibilities of a marketing officer are given bellow:
• To prepare cost sheet by dealing with the buyer.
• To take different steps by discussing with the high officials and merchandiser.
• To maintain a regular & good relationship between commercial officer & merchan-diser.
• To maintain a regular communication with the buyers & buying houses.
• Communicate with the new buyer.
Master LC and Commercial Activities:
Merchandiser have to have the about basic terms and conditions of L/C and about the procedure of commercial departments activities. After having an Export L/C. merchandiser should check the main points/clause of the L/c very carefully.
Documentary Credit:
buyers bank is committed (on behalf of buyer) to make payment to the seller (beneficiency0 under some terms and conditions. Such terms and conditions usually furnished by the buyer clearly in the L/C accordingly to the ICC publication NO-600. These terms and conditions will be backed by documents.
Parties Involved to Latter of Credit:
There is several numbers of parties involved in a L/C and the rights& obligation of the involved parties also differ each others .Involved parties are as follows.
01. Buyer/ Importer/applicant
02. L/C Opening/Issuing Ban
03. Negotiating Bank
04. Paying/Reimbursing Bank.
Different Types of L/C:
• Revocable L/C
• Irrevocable L/C
• Transferable L/C
• Confirmed L/C
• Divisible L/C
• Restricted L/C
• Revolving L/C
• Anticipatory L/C
Payment mode:
• Credit available by sight payment
• Credit available by Deferred payment
• Credit available by negotiation
• Credit available by Acceptable
Incoterms:
Incoterms sduch as FOB, CIF, and DDU have became part of the language international trade and are in constant use the world .Incoterms define the responsibilities of buyer and seller for delivery of goods under sales contrast /LC.Incoterms 2000 is the authority text for determining how costs and risk are allocated to the parties. Thes turms are regularly incorporated into sales contracts worldwide. Incoterms 2000 contains the official ICC text of the thirteen trading terms.
Product Category & Group:
There are mainly four product group such as
– Men’s
– Lady’s
– Children’s
– Baby’s
Pricing ( Consumptions & Costing) :
To do costing of garments merchandiser have to keep the following variables in mind. A good merchandiser has vast knowledge about the following –
Variable function:
01.Year cost For Sweater Costing
02.fabrices Cost For Woven & Knit garments
03. Accessories Cost
04.Print/embroidery/Speacial Works/Washing Charges
05.Yearn Consumption Fir Sweater
06.fabrices Consumption For Knit & Woven Garments
07.Cutting 7 Making Cost (CM)
08 Freight (In Case of CFR)
09.Cpmmertial Cost (L/C Related, BTB Related, Interest Related)
10.Compan y Establishment Cost
11.Profit
12.Costing
01.Year cost For Sweater Costing:
Merchandisers may collect yearn price from different overseas suppliers as well as from different local yearn manufacture.
02.fabrices Cost For Woven & Knit garments:
– Merchandisers may collect the WOVEN FEBRI CS prices from different overseas fabrics suppliers as well as from different local WOVWN fabrics manufacturer.
– find different fabrics cost idea in separate sheet.
– KNIT FABRICS has been developed tremendously in our country rather than WOVEN FABRICS and SWEATER YEARN. Merchandiser may collect the knit Fabrics price from different Local /overseas fabrics as well as from different local Knit fabrics manufacturer.
03. Knit Fabrics Cost :
Merchandiser may calculate the cost of knit fabrics himself. But they have to have enough idea of the flowing –
A. Respective Yearn price Per Kg find required respective data for different knit fabrics.
B. Knitting Price per Kg
C. Dyeing 7 Finishing price Per Kg
D. Special; finish price Per Kg (like Brush, Peach, UV Finish , Teflon Finish , Easy care Finish, Anti Bacteria Finish, Merchandiser)
E. Dyeing Process Loss per Kg.
F. Commercial Cost(Packing, Transportation& BBL etc)
G. Profit per Kg.
Conclusion:
We have completed our Industrial Training successfully by the grace of Allah. Industrial Attachment sends us to the expected destiny of practical life. THU-TEXTILE LTD. Is well known factory in the field of Bangladesh. The completion of the three months Industrial Attachment at THU-TEXTILE LTD. gave us the inspiration that factory is one of the appropriate destiny to implement the theoretical knowledge. From this Industrial attachment we got the idea about the factory environment , production process, total management, store& inventory process, maintenance, utility etc.
THU-TEXTILE LTD. Are well known equipment and the working environment is excellent .The relationship between top management to bottom level is so nice. We are lucky to get the opportunity of having training in this mill. The factory runs by a number of efficient Textile Engineering, Skilled technical & Non- technical persons.
All the Textile Engineering, Skilled technical & Non- technical persons. Are very sincere, co-operative and helpful. We wish good luck of them and also for this factory. It was really a productive learning besides our four year academics, so we wish we will be able to implement our learning methodology knowledge successfully in the textile industry and the betterment of the economy of our country.














