In spite of modernization and rapid technological development in the field of ring spinning, the mechanism ring traveler spindle has remained almost the same until now. Furthermore ring spinning remains the dominant spinning technology even today.
All yarns are, however, conveniently classified into four groups: spun, filament, compound and fancy. Spun yarns are composed of staple fibres held together by some binding mechanism. The fibres have a finite staple length and binding is usually performed by twisting the strand of fibre. The object of spinning is to produce yarn of the required fineness, strength and characteristics . Yarns can be made by any one of several spinning techniques. The method used is dependent upon such factors as the manufactures performance of the equipment, the economic implications, the fibre to be used and desired properties of the yarn to be produced.
Nowadays various methods are available to produce yarn .Yarn production technique and the structures of the yarn are among the basic elements which influence the quality of the fabric. Ring spinning technology is the most widely accepted yarn production method; it is capable of spinning nearly all sorts of natural and synthetic fibre types within a very wide count range. This system can be attributed mainly to flexibility, universal applicability and yarn quality.
The strength and elongation properties of ring spun yarns are sufficient to meet the requirements of mill conditions. But there are problems associated with ring spinning systems such as lower production rate and higher production cost. To overcome those limitations new spinning techniques have been developed such as compact, rotor, friction and air jet spinning.
Despite the presence of new yarn production system that have been introduced to the market with much higher production speed and improved quality. Certain techniques have been introduced onto spinning market which offer improved quality and reduced costs for yarn production. The compact spinning system is modified ring spinning system process. This spinning system enables nearly all of the fibres to be twisted. Compact spinning system enables yarn production with reduced level of hairiness with increased yarn strength.
Garment is one of the basic human needs, always has been and always will be. Research and development are in progressed to improve quality of garment. The immediate raw material for garment is fabric. Conventional ring yarns have always been considered as a quality reference among all the yarns produced by other new spinning system in textile industry. However conventional ring yarns are not faultless. Conventional ring yarn still shows hairiness, neps which later cause problems especially in knitted fabrics. Efforts are been made and as a result of studies on improvement of the performance and components of ring spinning machines, Compact spinning system has been developed. Compact or Condensed yarns made from this spinning system have very low hairiness and neps than combed ring yarn. When compact spun yarns were used in knitting process to produced knitted fabric practical applications offered some advantages such as decrease in abrasion dust and fly thus decreasing cleaning costs, needle breakages and fabric faults.
The study of this research involves the production of 100% cotton knitted fabrics made from yarn of different linear densities from conventional ring and compact spinning systems and its performance on the physical and comfort properties of knitted fabrics.
Background of the Study:
It is established that one of the weakest points of the conventional ring spinning system is the spinning triangle. For this reason new approach known compact ring spinning was developed. In compact system a different yarn structure is produced. Most apparent features of those yarns are their high strength and elongation values and low hairiness. Many textile scientists have studied factors that have an effect on pilling and abrasion resistance.
Baird stated that washing increases pilling tendency .
A.T. Ozguney et al. investigated that higher bursting strength, better pilling and abrasion resistance and good rubbing fastness was found the fabric made from compact yarn compared to knitted fabrics made from ring yarns.
Ortlek and Ulku et al. found that the material type, twist level and pile length have a significant effect on the abrasion resistance of cotton chenille yarns is higher than that of acrylic or viscose chenille yarns.
Nergis and Candan proved that the over feed ratio, the binding yarn in the twist direction and the twist amount affected the stitch density, thickness and abrasion behavior of knitted fabrics from boucle fancy yarns .
Kaynak and Topalbekirroglu observed that the weave pattern and number of rubbing cycles have a significant effect on the abrasion resistance property of woven fabrics.
The performance assessment of ring and compact yarns in knitted fabrics with single jersey knit fabrics have been studied and reported that plain knitted fabric made out of compact spun yarn having better pilling resistance and abrasion resistance when compact or ring spun knitted.
There are also some studies on color values of fabrics from ring spun and compact yarns. Omeroglue and Becerir stated that fabrics woven from compact yarns appear lighter in color(less saturated) and higher in lightness when compared with fabrics woven ring spun yarns having the same yarn count as the compact yarns.
Dash et al. also found that the knitted fabrics made with compact yarns show higher color strength (K/S) values that the knitted fabrics made with ring yarn.
Taskin and co -workers also found no statistically significantly difference in the color efficiency and rubbing fastness of the fabrics woven from compact and ring yarns.
Over the last few years the demands from the fabrics have changed with the development of textile technology and rising of the peoples living standards. Now the requirement is not only style, durability and aesthetic reasons but also clothing comfort.
Comfort parameters like thermal conductivity, air permeability, water vapor permeability and softness are expected from garments. Generally comfort is defined as “the absence of displeasure or discomfort or a neutral state compared to the more active state of pleasure”.
Wide ranging research has been carried out in order to develop thermal comfort behavior of knitted fabrics. Ozdil et al reported thermal properties of 1×1 rib fabric knitted by using various yarns with different properties. The results showed that yarn twist and yarn count increasing, determine the thermal resistance values decreasing and water vapor permeability increasing .
Anad et al. reported that the open construction 3D eyelet has better water vapor permeability than micromesh, pique and mock rib strictures .
Milenkovic et al. proved that fabric thickness, enclosed still air and external air movement are the major factors that affect the heat transfer through fabric.
A.Das and V. K. Kotari et al. reported that twill woven fabric made from Elite compact yarn shown higher air permeability, higher thermal conductivity and higher wicking properties compared to woven fabrics made from conventional ring yarns.
Knitting textiles and knitwear industries are the very important and promising sectors in Bangladesh. Knitwear is a self-sufficient sector in Bangladesh. About 90% of the required knitted fabrics are supplied from this sector to the knit Garment industries. Research and development are to be needed on that sector to face the global challenges in this knitwear sector. Due to huge demand of the European and American buyers the consumption of compact yarn based knitted fabrics is increasing in Bangladeshi knitwear industries day by day.
In this research work, in the light of previous existing information about compact spinning was carried out to investigate the Physical and comfort characteristics of cotton knitted fabrics such as Bursting, Pilling, Abrasion resistance, Seam stretchability of knitted garments, color fastness to wash and rubbing, whiteness and Color efficiency (K/S value), thermal conductivity, air permeability, wicking and water vapor permeability using ring and compact spun yarn (different counts) on various knit structures such as single jersey, rib and interlock.
Aims and Objective and Work Plan of the Study
Aims and Objectives of this Research:
The main purpose of this work is to investigate the effect of compact spinning system on the performance of physical properties of the produced yarn and knitted fabrics.
The specific objectives of this study are summarized as below:
- To asses the mechanical and physical properties of cotton fibre.
- To know the optimum processing systems for producing yarns and knitted fabrics with different structures.
- To determine the physical and structural properties of yarn made from compact and conventional ring spun yarn.
- Investigate the influence of yarn production technique on yarn properties.
- To determine the various knitted fabric structural properties produced from compact spun and conventional ring spun.
- To analyze the physical and comfort properties of knitted fabrics made from compact and conventional ring spun yarn.
- The findings will helpful on knitting composites industries and able to produce better quality knit fabrics.
Work Plan of this Research Work:
The present research study undertaken according to the following work plan:
1. Literature survey to know the previous work.
2. Production of 100% cotton 40/1, 30/1 and 20/1Ne conventional ring and Elite compact Yarn.
3. Production of knitted fabric in three (3) different structures (Single Jersey, 1×1 Rib and 1×1 Interlock) using compact and conventional ring spun yarns.
4. Study on the effect of compact system on yarn properties.
5. Study of bursting strength and pilling resistance properties of knitted fabrics made from compact and conventional ring spun yarn.
6. Study of abrasion resistance properties of knitted fabrics made from compact and conventional ring spun yarn.
7. Study on drape coefficient and flexural rigidity and bending modulus of knitted fabrics made from compact and conventional ring spun yarn.
8. Study of wicking and wikability of knitted fabrics made from compact and conventional ring spun yarn.
9. Study of air permeability of knitted fabrics made from compact and conventional ring spun yarn.
10. Study of thermal conductivity of knitted fabrics made from compact and conventional ring spun yarn.
11. Study of the whiteness index and Color efficiency (K/S value) of knitted fabrics made from compact and conventional ring spun yarn.
12. Study of the color fastness to wash of knitted fabrics made from compact and conventional ring spun yarn.
13. Study of the color fastness to rubbing of knitted fabrics made from compact and conventional ring spun yarn.
14. Study of water vapor permeability of knitted fabrics made from compact and conventional ring spun yarn.
15. Study of seam stretchability of knitted garment made from compact and conventional ring spun yarn.
16. Results and discussion on the investigated properties.
17. To draw the conclusion based on the present investigation.
General Description of Common Characteristics of Textile Fibre:
Fibres are pliable hair like substance that are very small in diameter in relation to their length. A fibre is a unit of matter whose length is 1000 times longer than its width. For example: Cotton, Jute, wool, silk etc.
Textile Fibre:
The materials which consist fibrous structure and length is thousand times higher than its width and which can be spun into yarns suitable for weaving or knitting is classified as textile fibres. To become a textile fibre, it must have some fundamental properties.
- It should have fibrous structure and length should be thousand time higher than width.
- It must have sufficient strength, elasticity, and spinning power.
- It should have fine structure and flexible.
- It should have dye ability.
- It must be readily obtainable in adequate quantities which will not make the end products too costly.
Staple Fibre and Filament:
Staple fibres are mainly shorter in length (1-4 inches) and filaments are continuous in length, which can be used as such or cut into shorter staple fibre form. Staple fibres are generally related to natural fibres. Cotton and wool are the classical example for staple fibres. Filaments are related to man-made fibres. The single strand of the continuous filament is called monofilament. Silk is the only natural fibre which belongs to this group. Natural fibre length varies fibre to fibre, lot to lot, but man-made fibre length is controlled by the manufacturer, possible to cut the filament in any length he wishes.
Textile Fibre and its Classification:
All fibres are not textile fibres. Textile fibre has to have some criteria to spin into yarn. So a textile fibre having sufficient length, strength, pliability and cohesiveness is to be made in a continuous length i.e. yarn suitable for fabric construction. A textile fibre must be commercially available and cost effective which will permit it to be handled at reasonable profit.
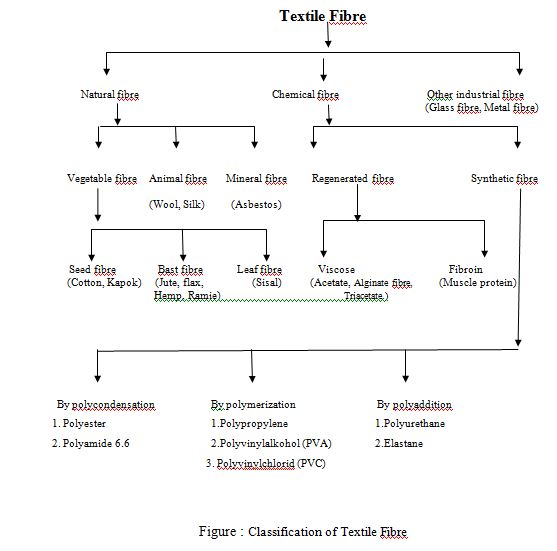
Textile fibres may be divided into two major groups namely a) natural fibres and b) manmade fibres. Textiles fibres are classified according to the source and chemical combination as follows .
- Natural fibres
- Vegetables sources:
a) Seed fibres: Cotton, Kapok
b) Bast fibres: Jute, flax, hemp and ramie
c) Leaf fibres: abaca (Manila hemp), pineapple, sisal
- Animal sources:
a) Hair fibres: Wool, mohair, camel hair, alpaca, lama
b) Cocoon fibres: silk
- Mineral sources: Asbestos
- Chemical fibres:
- Regenerated fibre: Viscose rayon, cellulose ester (Acetate), Casein fibre
- Synthetic fibres: Polyester, Acrylic, Polypropylene, polyurethane etc.
Dimensional and Structural Properties of Textile Fibers
Fibre Structure and Appearance:
The surface structure of a fibre is most important in that it controls the behavior of the fibre in the yarn or fabric. Rough scaly surface of wool fibre influences the felting and shrinkages properties of wool fabrics. The scales enable individual fibers to grip one another when twisted together as a yarn. The convolutions of cotton fibre similarly enable fibres to grip one another when spun. The smooth surface of the fibre affects the lustrous appearance of the fabric. It may not cling to dust and dirt as easily as rough surface. For example- Nylon, silk etc. The cross sectional shape of the fibre has an important influence on its behavior in a fabric. Fibres of circular and near circular cross section often have an attractive handle. On the other hand, circular fibers often have a poorer covering-power than the flatter fibres.
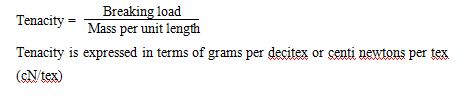
Tensile Strength:
Tensile strength of any material is determined by breaking strength (i.e. tensile strength), which expressed as force per unit cross sectional area. With this term, it may describe the ability of a bundle of fibres, or a yarn, to resist breakage under tension. In case of single fibre, strength is commonly described as tenacity. It is a measure of specific stress at break.
 Elongation:
Elongation:
When a fibre is subjected to a force, it will stretch to a certain degree. This stretching is described as elongation or extension. It can be measured either as an elongation under certain load, or as the elongation reached under the fibre breaks. It is expressed in percentage.
Elastic Properties:
Elongation is the amount of stretch or extension that fibre will accept. Breaking elongation is the amount of stretch that occurs to point where the fibres breaks. Elastic recovery is the percent of return from elongation toward the original length. This behavior of a fibre is expressed by elastic recovery. When a fibre is stretched by a force, it will elongate and after releasing the force it will return to its original length or to an elongated form. This behavior of fibre has great importance during its processing in textile industry. During processing of fibre to yarn and yarn to fabric, fibers are under varying degrees of tension. They should be able to withstand these tensions without stretching permanently to any great degree.
Resiliency Properties:
Resiliency is the ability of a fibre to bounce back or return to shape following compression, bending or similar deformation [23]. The crease-resistance of a fabric usually depends on the resilience of the fibre itself. A resilient fibre such as wool can stretch by 35% and will return to its original length when relaxed. On the other hand, cotton has an extension at break of only 5-10%. That’s why; wool fabric has better crease resistance compare to cotton fabric. Elastic recovery is an important factor in the resiliency of a fibre and usually good elastic recovery indicates good resiliency.
Moisture Regains:
All fibres tend to absorb moisture when in contact with the atmosphere. The weight of moisture present in a textile material is expressed as a percentage of its oven-dry weight (dry weight obtained by drying at 105-110°C). Natural fibres have higher moisture content compare to synthetic fibres. Moisture content of a fibre has positive influences on clothing comfort of its fabric, penetration of the chemicals and dyestuffs, elongation at break etc. On the other hand, low moisture regain helps the fabric for easy washing and drying.
Thermal Properties:
All fibres affected in one way or another as they are heated. Some like wool will begin to decompose without melting, others like polyethylene or acetate will soften and melt before decompositions sets in. The behavior of fibres on heating has real importance, particularly within the range of temperatures that are met in practical use. Fabrics should withstand the temperatures used in processing, drying, ironing without undue deterioration.
Chemical Properties:
Processing of fibres, yarns and fabrics often involve the use of chemicals in great variety. Bleaching agents, detergents, alkalis, acids, dyeing assistants and other chemicals are used in preparing the finished textile. The fibre itself must be able to withstand these substances without suffering harmful effects.
Basic Concept and Characteristics of Natural Fibres:
Natural Fibre of Vegetable Origin:
Natural fibres from vegetable origin are obtained from the various parts of the plants. These fibres are classified into three categories depending on the part of the plant from which they are extracted. Those three categories are bast or stem fibres (jute, mesta, banana etc.), leaf fibres (sisal, pineapple, screw pine etc.) seed fibres (cotton, coir, old palm etc.). Many of the plant fibres such as coir, sisal, jute, banana, pineapple and hemp find applications as a resource for industrial materials. Properties of natural fibres depend mainly on the nature of the plant, locality in which it is grown, age of the plant, and the extraction method used.
The Seed and Fruit Fibres:
The seeds and fruits of plants are often attached to hairs or fibres which look other plant fibres are considered in the main from cellulose. Many of these fibres are used in the textile industry. One of them cotton has become the most important fibre in the world.
Cotton Fibre and its Origin:
Cotton is the oldest and most important textile fibre in the world. Historian can hardly trace cotton to its true origin. The best we know is that the English word “Cotton” is derived from Arabic word katan (or qutn, kuteen). Each cotton fibre is a unicellular hair collected from the seed of the cotton plant. Cotton plant belongs to the order Malvales, the family Malvaceae, the tribe Gossypieae and the genus Gossypium. It grows in subtropical climates. Most of the cotton cultivated in Asia, Africa, America Egypt, India and other places. Cotton had grown in more than 80 countries in worldwide.
Cotton fibre is the purest source of cellulose and the most significant natural fibre. The economic significant of cotton in global market is evident by its majority share (50%) among fibres for apparel and textiles goods [25]. Cotton is a soft, fluffy staple fibre that grows in a boll or protective capsule, around the seeds of cotton plants of the genus Gossypium. Nearly 90% of cotton fibres are cellulose.
Classification of Cotton Fibre:
Commercial cotton may be classified broadly into following classes with reference of the staple length.
- Short staple: Length: 3/8 inch to 1 inch. Includes the coarse, low grade fibres which have often low strength and little lustre, the fibres are generally of 13-22 microns diameter and are of 1.5 -2.9 dtex. Many Indian and Asiatic cottons come into this category.
- Medium staple: Length: 0.5 inch to 1.25 inch. Includes the medium strength, medium luster cottons which from bulk of the world crop. The fibres are generally 12-17 microns diameter and are of 1.4-2.2 dtex., American upland and some Peruvian types come into this category cotton.
- Long staple: Length: 1inch to 2.5 inch. Includes the fine, lustre fibres which from the top quality cottons. The fibres are generally 10-15 microns diameter and 1.1-1.8 dtex. SeaIsland, Egyptian and American pima cottons are this category. This high quality cottons are often the most difficult to grow and are in comparatively short supply.
Chemical Composition of Cotton:
Cotton fibres are composed of mostly cellulose. The specific chemical compositions of cotton fibres vary by their varieties, growing conditions (soil, water, temperature, pest etc.) and maturity, Due to this reasons it was expressed the average value of different component of cotton. Therefore chemical composition of cotton is given.
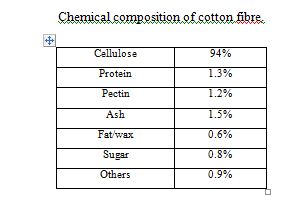
Cellulose:
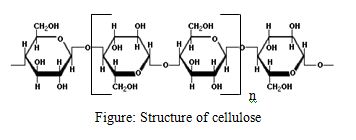
Cellulose is the principle constituent of all plant life. The main features of the chemical structure are well known and have been summarized many times. The elemental analysis shows that cellulose contains 44.4% carbon, 6.2% hydrogen and 49.4% of oxygen. It is a liner polymer of anhydroglucose units linked in 1 and 4 positions by ß-glucoside links. The empirical formula of cellulose (C6H10O5) corresponds to a polyanhydride of glucose. The two terminal glucose residues of a cellulose molecule contain two different end groups. One contains a reducing hemiacetal group in the position C1 and known as the reducing end group where as the other contains an extra secondary hydroxyl group in the position C4 and its known as the non reducing end group. The structure of cellulose is given.
 Degree of Polymerization (DP):
Degree of Polymerization (DP):
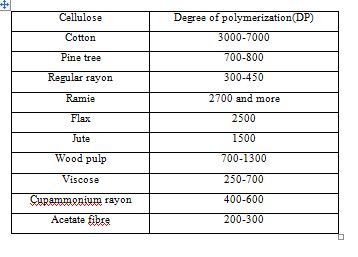
The degree of polymerization express the number of structural units in a given polymer molecule. Natural and regenerated cellulosic fibres are polymolecular. Cellulose molecules are made up of a varying number (200-3000) of glucose molecules linked together as ß-glucosides. The degree of polymerization which expresses the number of these glucosidic molecules in a chain depends very much on the origin and the state of cellulosic fibre for instant on whether it has been bleached, mercerized, dyed and so on. The average degree of polymerization (DP) indicates the average number of glucose molecules of a given cellulosic fibre. With natural fibres the figure between 2000 and 3000, where as with regenerated fibre it lies between 250 and 700. Degrees of polymerization of natural and regenerated cellulosic fibres are given in following Degree of Polymerization of Natural and Regenerated Cellulosic Fibres
 Structure and Appearance of Cotton:
Structure and Appearance of Cotton:
One of the characteristics of cotton is the great variety of shape and form that its fibres show. Any sample of raw cotton will contain fibres in different stages of development and the microscopic features of these fibres will differ widely one from another. Moreover samples of cotton from different varieties of plant and from plants grown under different conditions will differ too. The cotton fibre is a single cell which has collapsed into a flattened tube of cellulose as it dried. The mature fibre can be recognized by the twists or convolutions which are characteristic of cotton.
Growth Rings of Cotton:
When it stops its lengthwise growth the cotton fibre begins to strengthen its internal structure. Layers of cellulose are added one after another to the thin cellulose membrane from inside the cell. Each day a new layer deposited creating a structure similar in cross-section to the grown rings in a tree. The cotton fibre however adds its layers by depositing cellulose from the liquid inside the fibre; the innermost layers are the youngest ones whereas the outermost layers are youngest in a tree.
Each growth- ring in the cotton fibres corresponds to a day of growth and cellulose –deposition. Every ring consists in fact of two layers one solid and compact and other porous. Experiments have shown that cotton grown constant artificial illumination and constant temperature has no growth-rings. On the other hand cotton grown in artificial light switched off and on develops rings like the natural fibre. The cellulose is laid down in the form of spiral fibrils or tiny threads, some 1,000 or more to each ring. The deposition of cellulose continues for about twenty-four days so that each mature cotton fibre can be regarded as being constructed from thousands of fibrils of cellulose arranged in spiral form.
Each cotton fibre composed of different layers, cuticle, primary wall, secondary wall and a lumen. Diagram of the layered components of a cotton fibre cell wall is given in the.
Cuticle:
The cuticle is the out side layer or the skin of the cotton fiber, which contains some cellulose but accompanied by fat and waxes. The waxy component of the cuticle enables it to adhere tenaciously to the primary wall of the fibre.
Primary Wall:
The primary wall is a tough, protective layer that formed the shell of the fibre during its early days of growth inside the boll. Seen under the microscope at high magnification the surface of the cotton fibre is wrinkled like a prune. These surface wrinkles are caused by shrinkage as the fibre has dried. Beneath the cuticle is the primary cell wall composed of criss-crossed fibrils of cellulose and containing some pectin’s. The criss-cross pattern of the fibrils confers peripherical strength of the fibre. Chemical analysis of primary wall material isolated in this way has shown that it contains wax, protein and pectinaceous substances as well as cellulose. This tough –skin effect of the primary wall is noticeable when cotton is immersed in solutions which are able to swell and dissolve cellulose. In cuprammonium hydroxide for example the cotton fibres swells up into a distended tube which is tied at intervals like a string of sausages. This is probably due to the resistance of the primary wall to the effects of the solvent.
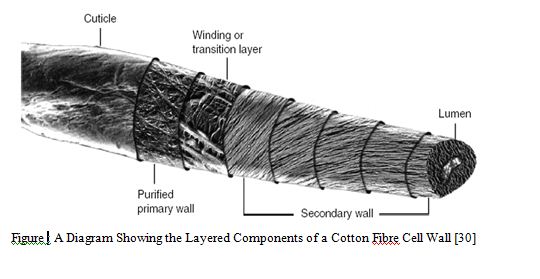 Secondary Wall:
Secondary Wall:
The secondary wall constitutes the bulk of the cellulosic component, which lies between the primary wall and the lumen of the fibre. The secondary wall of a matured fibre is practically pure cellulose and probably represents about 90% of the fibre weight. It is composed of two layers, S1 and S2, with a thickness of about 100 nm. The fibrils of the secondary wall are about 10nm thick that aligned parallel and packed densely running lengthwise throughout the fiber with spiral winding of 25-35 to the fiber axis.
Lumen:
An empty channel runs lengthwise through the centre of the fibre. The lumen, the innermost part of the cotton fibre, is a hollow canal running the length of the fibre. It has proteins, coloring matter and minerals deposited on its walls.
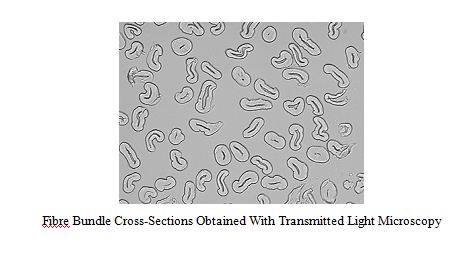
Before ball opening, the lumen is filled with liquid containing the cell, nucleus and protoplasm. The twists and the convolutions of the dried fibre are due to the removal of this liquid. Depending on the maturity of the fibre, the lumen varies in dimensions over a wide range. Mature fibre may have so heavy deposition of cellulose in the secondary wall which results in developing the fiber so fully as to leave a very little lumen at all. On the other hand, an immature fibre may contain so little secondary cellulose that the lumen is wide and distinct. Fibre bundle cross-sections obtained with transmitted light microscopy is given the
 Properties of Cotton Fibre: Cotton, a unique cellulosic fibre, possesses an outstanding range of properties making it one of the most popular apparel fibres worldwide.
Properties of Cotton Fibre: Cotton, a unique cellulosic fibre, possesses an outstanding range of properties making it one of the most popular apparel fibres worldwide.
Physical Properties:
a. Length and width:
Cotton is the shortest natural fibre used in commercially in the textile industry ranging from 0.5 – 2.5 inches in length. The width of typical cotton fiber may vary between 12 to 20 microns.
b. Shape:
A typical, matured raw cotton fibre looks like a flattened tube and the cross section is oval or kidney shape. Under microscope, it is a long twisted ribbon.
c. Strength:
Cotton is a moderately strong fibre. Tenacity of a cotton fiber is 26.5-44 cN/Tex and the extension at break is about 8-10%
d. Elasticity:
Cotton is relatively rigid fibre (Less elastic). At 2% extension is has an elastic recovery of 74%, at 5% extension, the elastic recovery is only 45%.
e. Elongation:
Cotton does not stretch easily. It has an elongation at break of 5-10%.
f. Fineness:
10-17 microns (1.4-2.2 dtex) for good quality fibre, 15-17 microns (1.1-1.8dtex) for medium quality fibre, 13-22 microns (1.5-2.5dtex) for low quality fibre.
g. Porosity:
Cotton fibre is somewhat porous, and consequently, it absorbs moisture readily.
h. Moisture regains:
Cotton has a moisture regain of 8.5%. At 100% humidity, cotton has an absorbency of 25-27%.
i. Color:
Normally, the color of cotton is creamy-white.
j. Handle:
Cotton is naturally very soft and comfortable, that is why it is particularly favored for garments that get close to the skin.
k. Luster:
Cotton fibres have a natural luster which is due to the natural polish on the surface and its nearly circular cross-sectional shape. The smooth, hard primary coat of cellulose contains waxes which no doubts contribute to the luster of the fiber.
Specific Gravity: Cotton fibre specific gravity is 1.54
Chemical Properties of Cotton:
Effect of Acid:
Cotton fibres are not affected by cold week acids. But whenever it is brought into contact with hot diluted acid or cold concentrated acids, degradation of cellulose takes place and the fibres loss their strength. Cotton fibre can fully dissolved in high concentrated mineral acid.
Effect of Alkalis:
Cotton has an excellent resistance to alkalis. It swells in caustic alkali (mercerization) but not damaged. But the fibre is affected by hot alkali particularly in the presence of air. In this case, NaOH promotes cellulose oxidation by atmospheric oxygen resulting in the formation of oxycellulose. For this reason, it is suggested that to carry out the scouring of cotton in a hooded machine.
Effect of Organic Solvent:
There are few solvents that will dissolve cotton completely. It has a high resistance to normal solvents but it dispersed by the copper complexes cuprammonium hydroxide and cupriethylene diamine, and by concentrated (70%) H2SO4.
Effect of Oxidizing Agent:
For chemical treatment, cotton fibre is treated with different types of oxidizing agents like sodium hypochlorite, sodium perborate, hydrogen peroxide, sodium chlorite etc. These reagents lead to chemical attack initially in the functional groups and then progressively cause the chain scission, lowering the DP and reducing the tensile strength.
Action of Micro Organism:
Cotton fibres can resist moths and most insects, but it can be attacked by fungi and bacteria. Mildew, for example, causes weakening and rotting tine cotton fiber often characterized by a musty smell. The presence of starchy material as a sizing or a finishing agent also promotes the growth of the mildew. Mildews and bacteria will flourish on cotton under moist and hot condition.
Action of Water:
Water, which is very strong polar in nature, easily attracted by the polar –OH groups of the cotton fiber. So that water is able to penetrate into the cellulose network of the cotton fiber. However, its porous structure also allows ready penetration of water molecules between the fibrils and into the amorphous region of the polymer, where they can easily form hydrogen bond with free –OH group of cellulose. This water absorption causes swelling of the fibre.
Due to swelling, cotton fibre shows greater strength in the wet state than dry. This is because of the screw-shaped arrangement of the fibrils in cotton fibre, which are supposed to be pressed more firmly against each other by the swelling action.
Other Properties of Cotton:
Effect of Heat:
Cotton fibres show an excellent resistance to thermal decomposition. They have the ability to conduct heat energy and do not allow any destructive heat accumulation. Thus they can withstand high temperature, but the stability depends to a great extend on the heating time and temperature. Heating generally causes dehydration and decomposition of cotton fibre. Prolonged heating at 100C shows the cotton no visible change. Heating at 120C for several hours shows the cotton little or no change in strength, but begins to turn yellow gradually. Cotton decomposes markedly at 150C. At 240C intensive decomposition takes place with the formation of liquid and gaseous products of different composition. At 400-500C all gaseous decomposition products disappeared and hard residue (carbon) remains.
Effect of Age:
Cotton shows only small loss strength when stored carefully. It can be kept in the warehouse for long time without showing any significant deterioration. After fifty years of storage cotton may differ only slightly from fibre a year or two old. Ancient samples of cotton fabric taken from toms more than 500 years old had four-fifth of strength of new material.
Effect of Sun Light:
There is a gradual loss of strength when cotton is exposed to sunlight for a long time and the fibre turns yellow. The degradation of cotton by oxidation when heated is promoted and encouraged by sunlight. It is particularly severe at high temperature and in the presence of moisture. Much of the damage is caused by ultra-violet light and by the shorter waves of visible light. Under certain conditions the effects of weathering in direct sunlight can be serious. The cotton can be protected to some degree by using suitable dyes.
Processing of Cotton Fibre:
Mixing:
Mixing is a process by which several kinds of fibres of same quality are combined together e.g. cotton fibre of different types and jute fibre of different varieties etc.
Causes of Mixing:
The mixing is performed under the following causes:
a) To get the required property of the fibre
b) To minimize the cost of the fibre and yarn and ultimate products.
c) Due to the lack of certain quality of the fibre for a particular yarn.
d) Due to lack of processing performance of the machine.
e) To ensure the quality of the yarn for a definite type of products.
Types of Mixing:
Generally mixing is performed in the blow room section. It can be done either manually or mechanically. During mechanical mixing the bales of cotton are laying down in a circular way or in a straight way. The plucking machine takes the tuft of cotton from each bale and put on the feed lattice of the blow room. Then the raw material is passed to subsequent blending chamber. On the other hand in case of manual mixing different types of fibres are stake down layer wise in the vertical direction. Then the fibres are taken manually from the side of the stake and put on the feed lattice of the blow room. Thus the fibres mixed up and ready for proper processing.
Cotton Spinning:
Cotton arriving at the mill is normally dirty and contaminated by bits of leaf, dust and twigs. Impurities will commonly amount to about 2-3 percent of the total weight. The cotton has also been compressed tightly in the bale in order to minimize transport costs. Before the actual spinning of the cotton can be carried out the fibres are subjected to several preliminary processes. First cotton from bale is put into a machine called an opening hopper in which several spiked rollers are revolving at high speed. Another machine continuous sheets of fibre about 102 cm wide and 2.5 cm thick.
Carding:
The carding process separates the cotton fibres takes out most of the remaining impurities and removes short and immature fibres. From the carding machine the cotton is delivered as filmy web which is collected together to form a loose rope of fibres which are just able to cling together and support their own weight. This loose soft rope is called slivers.
Drawing:
Slivers from the carding machine are stretched or drawn in stages by passing them through a drawing frame. Slivers are fed into the drawing frame in groups of from four to eight; as they pass the fibres have been blended and aligned more closely. They are collected together as they leave the drawing frame, forming a single draw frame sliver.
Combing:
If the cotton is to be made into fine or high quality yarns it is combed to align the fibres more accurately and to remove more of the shorted fibres. This operation is carried out in a comber. The sliver from the draw frame is passed through a machine which converts it into small laps. The laps are fed into combers in which the cotton is combed by revolving cylinder equipped with many needle like spikes. The cotton comes from the comber as a fine web which is again collected into a loose rope or sliver. Several of the individual slivers are brought together and combined into a single sliver.
End -Uses of Cotton Fibres:
In cotton, nature has given us an all-round utility fibre that is second to none. Cotton fabrics combine remarkable durability with attractive wearing qualities. Cotton fabrics have pleasant feel or ‘handle’. They are cool in hot weather.
Cotton is inherently strong and it is stronger in wet condition than dry. This property allows cotton garments repeated washing without any significant damage. It is, therefore, ideal for household goods and garments that can be laundered time and time again.
The resistance of cotton to washing and wear is matched by the permanence of many cotton dyes. Cotton can be dyed easily and the color will often remain fast to repeated washing and to prolonged wear.
Cotton cellulose is not affected unduly by moderate heat, so that cotton fabrics can be ironed with a hot iron without any damage. Cotton fabrics come up crisp and fresh on ironing.
The strength of cotton fibre is one of the main factors in cotton’s hard wearing qualities. But fibre strength alone does not confer this property. The twist and convolutions in cotton fibres enables them to grip one another during spinning and increase the yarn strength.
The cotton fibres are fairly rigid and stiff and cotton yarns and fabrics are not as flexible as woolen fabrics. To achieve flexibility, cotton can be spun into fine yarns and made into a tight woven fabric. Poplins, voiles and flannel are made in this way. They are extremely flexible.
Although cotton is used in great quantity as a fabric for hot weather wear, it is ale to provide warmth as well.
Much of the comfort of a textile material depends upon its ability to absorb and desorbs moisture. Cotton fibres can absorb appreciable amount of moisture and they can also get rid of it by passing through the air under favorable condition. Cotton garments are therefore comfortable and cool, passing on the perspiration from the body into the surrounding air.
The absorbency of cotton makes it an excellent material for house-hold fabrics such as sheets and towels too. Brief Description of Ring Spinning System
Ring Spinning System:
According to Textile Terms and definitions the Ring spinning is a type of spinning incorporating ring and traveler in which on leaving the delivery rollers, the yarn passes through a cycle arranged centrally above the too of ring spindle, through a traveler on driven yarn package. The ring frame contained 3- over-3 single apron drafting system is used to process the roves into yarn . In today’s spinning technology, at least 4(four) types of spinning systems are commercially available. These are the ring spinning, rotor spinning, air-jet spinning and friction spinning. In the past few decades, all new spinning systems have been developed to achieve higher production per spinning unit. This is especially true for rotor, air-jet spinning and friction spinning. However ring spinning is the oldest and universal. The conventional ring spinning was invented in the year 1828 by the American Throp. Jacob sawyer vastly improved spindle for the ring frame in 1871 taking the speed 5000-7500 rpm and reducing the power needed. In the ring spinning system, wide range of yarn count can be produced, any type of fibre can be used and superior yarn quality can be achieved than any other systems. shows the ring spinning frame.
Objects of Ring Spinning:
1. To draft the roving fed to the ring spinning frame from the speed frame bobbins
2. To insert the necessary amount of twist per unit length.
3. To wind the twisted yarn on to a cylindrical bobbin.
Operations Involved in Ring Spinning:
Drafting: Reducing the weight per yard of the roving being fed to the ring frame.
Twisting: Spiraling the fibres around other about the vertical axis of the strand to impart sufficient strain to enable it to build up in from of suitable packages.
Lying out: To put the coils of yarn on the bobbin at proper rate of speed.
Building: Gradual lifting of the bobbin rail to make conical ends of the full bobbin.
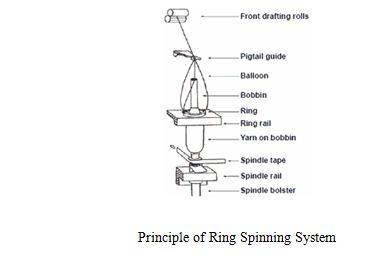
The Spinning Mechanism of Ring frames:
In Conventional Ring spinning the roving is attenuated by means of a drafting arrangement until the required fineness is achieved, then the twist is imparted to the fine fibre strand emerging from the front rollers by the traveler, and the resulting yarn is wound onto a bobbin tube. Each revolution of the spindle inserts one turn of twist to the fibre strand. The traveler, a tiny C-shaped metal piece, slides on the inside flange of a ring encircling the spindle. It is carried along the ring by the yarn it is threaded with. Due to the friction between the traveler and the ring and air drag on the yarn balloon generated between the thread guide and the traveler, the speed of the traveler is less than that of spindle, and this speed difference enables winding of the yarn onto the package. shows the principle of ring spinning. The major drawbacks of this system are the relatively low production speed and difficulty of automation. In fact, the ring spinning machine accounts for 60% of total production cost in the ring spinning mill. The production speed of the ring spinning frame depends on the traveler and spindle speeds. In most cases the source of low production speed is the excessive heat generated between the ring and traveler during winding, due to high contact pressure at high speeds.
The temperature in the traveler might reach more than 400°C. The real problem is not generation of heat, but its dissipation. Due to its very small mass the traveler cannot transmit the heat to the air or the ring in the time available. Currently, the traveler speed is limited to about 50m/s but most spinners seldom exceed 40m/s. Major improvements above presently available levels are not easily attainable.
 Faults of the Ring Yarn:
Faults of the Ring Yarn:
There are some faults in the yarn which helps to breakage the yarn
- Soft yarn: Generally caused by slack spindle bands, twist change wheel too large empty bobbin not properly pushed down during doffing.
- Uneven Yarn: Either traveler is too heavy or from spinning fine counts from inferior cotton.
- Fuzzy Yarn: Rings too large by ballooning or bad lubricate of ring frame rollers.
- Twitty and Brittle yarn: Wrong rings, travelers too heavy from lack humidity in spinning room.
- Rough yarn: Traveler too light, too much twist, spindle speed too low, bobbin that are rough at the top.
- Badly wound yarn: Caused by defection working of the traverse motion also by bobbins loose on the spindle.
- Slubs: Too long an over lap when piecing up ends, waste held in tenters allow to catch on the end when piecing up, carelessly roving from bottom clearer, waste dropping from the top clearer on the roving rollers.
- Tenter yarns: Imperfect travelers, wrong traveler adjustments of ring rail not correct, thread guide not in the right position.
- Hard and Inelastic yarn: Too much draft in the draw frame, or from insufficient doubling later.
- Slub or Sooze: This occurs when the twist in the yarn is not uniform. They appear as thick places which have receiving the amount of twist required.
- Nepped yarn: So called because it contains small pieces of hard cotton called neps, these are two kinds-commonly distinguished as natural neps. The former consists of short and undeveloped fibres that have become combeded in the yarn. The later are impurities and also short fibres usually found adhering to the surface of the threads.
Compact Spinning System:
During the last two decades components of ring spinning machines have been greatly improved. Changing in the drafting system, drive systems and robotics have enabled large gains in productivity, flexibility and quality . Most of the technical advances in ring spinning were aimed at improving the performance of the existing technology.
The Ring Spinning System is moving ahead much faster with a high degree of certainty that “The Future in Ring Spinning will belong to Compact Yarn Technology”. Compact spinning was considered to be a significant breakthrough in the ring spinning system in the last century because it emphasizes improving yarn quality itself rather than just increasing production speed as with spinning systems of the past few decades.
History of Compact Spinning:
The idea of compact spinning emerged during the attempts made by Rieter under the direction of Dr. Fehrer to adapt a ring spinning frame for spinning from cans. In order to achieve this desire, some modifications on the ring spinning machine were necessary Dr. Fehrer came up with the idea of dividing a drafted sliver on to two spindles by means of suction and compressed air. Several trials were run on a modified Rieter ring spinning machine. The results showed that this method was practically possible, but technically very expensive due to the large space requirements of cans and costly long distance sliver feed. On the other hand, the quality of the produced yarn was surprisingly good even though the draft employed during spinning was very high, and the fibres were fed from the untwisted sliver. A closer study showed that the reason for this superior yarn quality was the condensation of the fibres subsequent to the division of the sliver.
At ITMA’99 in Paris three textile machinery makers: Rieter of Switzerland; and Suessen and Zinser, of Germany exhibited their compact or condenser spinning systems . Among these pioneer companies, only Suessen claimed that its technology would be applied virtually to the entire current spread of ring spun yarn counts and types at ITMA’99.
Operating Principle of Compact Spinning:
Principle of compacting allows both peripheral fibres and fibres at the core to remain under equal tension which contributes for enhancing the strength of the yarn. In addition, the cohesiveness between the fibres will also be improved due to the controlled movement of fibres and this, in turn, will not allow the fibres to deviate from its axis, resulting in the reduction of protruding hairs.
A method of eliminating the disturbing spinning triangle has been sought for many years. This triangle occurs because fibres are fed to the delivery nip line in width (B). Actual yarn formation takes place after the delivery nip line. The fibres fed in are collected by the spinning triangle and integrated in the yarn structure. However, the spinning triangle cannot capture all the fibres fed to it. Many marginal fibres are thus lost or laid completely at random on the already twisted yarn. That means the structure of today’s ring yarns is not as ideal as is generally supposed.
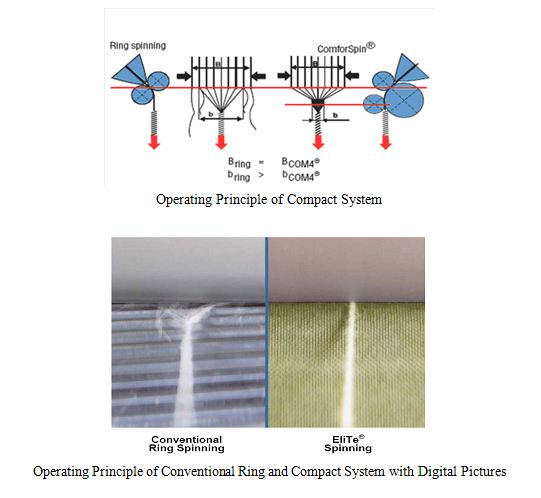 The solution for the future is Compact spinning. In this new spinning process the fibres are collected aerodynamically after the main draft. The spinning triangle is reduced to a minimum and all the fibres can be integrated in the yarn. Individual fibres are straightened and arranged parallel with one another by means of aerodynamic forces. Consequently, after being condensed by the condensing system of the compact spinning, the width of the drafted fibres B is narrower than that of a conventional ring spinning system, so there is better control of the fibres.
The solution for the future is Compact spinning. In this new spinning process the fibres are collected aerodynamically after the main draft. The spinning triangle is reduced to a minimum and all the fibres can be integrated in the yarn. Individual fibres are straightened and arranged parallel with one another by means of aerodynamic forces. Consequently, after being condensed by the condensing system of the compact spinning, the width of the drafted fibres B is narrower than that of a conventional ring spinning system, so there is better control of the fibres.
Spinning Triangle:
In the ring spinning frame the fibre bundle follows a path between the drafting system and yarn take-up on the cop. This path involves the drafting arrangement, thread guide, balloon control ring, and traveler. These elements are arranged at various angles and distances relative to each other. All these distances, inclinations and angles are referred to as the spinning geometry. The spinning geometry has a significant effect on the end breaks, tension conditions, generation of fly, yarn hairiness, and yarn structure[41].Twist is imparted by the traveler, and goes up as close as possible to the nip line of the front rollers. However, twist never penetrates completely to the nip line. Since the width of the fiber bundle emerging from the drafting system is many times the diameter of the yarn to be spun, fibers in the bundle have to be diverted inwards and wrapped around each other. Consequently, at the exit from the front rollers there is always a triangular bundle of the fibers without twist, which is called “spinning triangle”.
Most of the end breaks initiate at this weak point because each fibre in the spinning triangle does not contribute to the yarn strength equally during the yarn formation. Fibers in the center of the spinning triangle are not subjected to any tension, and thus bound together without being exposed to elongation, while the external fibers have to resist the full force of the balloon tension. Besides, short fibres in the spinning triangle can contribute very little to the strength. The length of the spinning triangle is determined by the twist level and the spinning geometry. While high yarn twist causes a short spinning triangle, low twist causes a long one.
Klein points out that a short spinning triangle represents a small weak point and thus fewer end breaks. He also indicates that if the spinning triangle is too short, the deflection of the fibers on the edges has to be very sharp during the binding in.
The spinning triangle is the weak point of a ring spinning system, but also provides an opportunity for further improvement in ring spinning. In order to obtain fundamental improvements in ring spinning, the modification of the ring machine is necessary. Compact spinning aims at eliminating the spinning triangle and the problems associated with it.
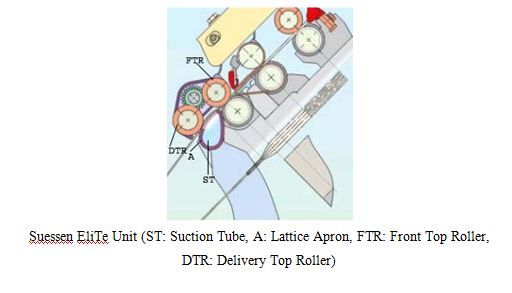
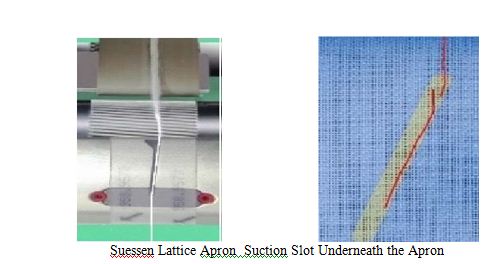
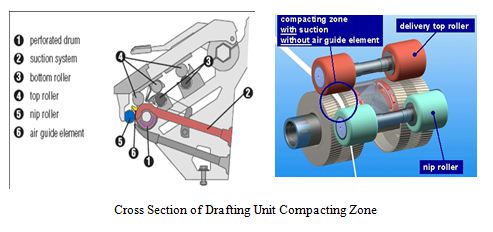
Principles of Suessens EliTe Spinning System:
This system consists of an additional “drafting zone”, which is mounted on a standard 3 roll ring spinning machine. In this drafting zone an air–permeable lattice apron runs over a suction tube. The suction tube is under negative pressure and there is a slot tilted in the direction of fiber movement for each spinning position. After the fibres leave the front roller nip line, they are guided by means of the lattice aprons over the openings of the suction slots where they move sideways and are condensed due to suction air flow. The openings of the suction slots are at an incline to the direction of fibre flow. This helps condensing by generating a transverse force on the fibre band during the transport over the slot and causing the fiber band to rotate around its own axis. The lattice apron carries the fibers attached to it up to the delivery nip line. The diameter of delivery (driven) top roller is slightly bigger than the diameter of the front top (driving) roller. This generates a tension in the longitudinal direction during the condensing process. The tension ensures the straightening of curved fibres, and therefore, supports the condensing effect of the negative pressure acting on the fibre band in the slot area of the suction tube.
Other Drafting Technology of Compact spinning:
The other drafting technology of the compact spinning is suggested by the following manufacturer under the following Brand names: Com4 spinning by Rieter, Switzerland, Condense spinning- by Pinter, Spain and Magnetic compacting–by Rocos Switzerland.
Rieter – Com4Spin® Drafting System
The heart of the Com4® machine is the high-precision perforated drum. It replaces the delivery roller of the conventional drafting system and is produced in a way that fibres do not adhere. Inside this drum is a stationary insert with a specially formed suction slot. As a result of the vacuum the fibres on the surface of the perforated drum follow the shape of the slot and are thus collected together.
 During the spinning process, fibres are pre-drafted in a conventional manner between the back rollers and middle rollers. These drafted fibers then pass to the new condensing zone before yarn formation. When the machine starts, an air current is generated by a tube connecting the stationary drum through the slot. This generates negative pressure or a suction effect so as to condense and straighten the fibers as soon as they leave the 1st Top roller nip and until they reach 2nd Top roller nip. After leaving the condensing zone, twist is instantly inserted into the yam.
During the spinning process, fibres are pre-drafted in a conventional manner between the back rollers and middle rollers. These drafted fibers then pass to the new condensing zone before yarn formation. When the machine starts, an air current is generated by a tube connecting the stationary drum through the slot. This generates negative pressure or a suction effect so as to condense and straighten the fibers as soon as they leave the 1st Top roller nip and until they reach 2nd Top roller nip. After leaving the condensing zone, twist is instantly inserted into the yam.
Rocos-Magnetic Compact System:
RoCoS newly developed Compact Drafting System is available as a draft zone retrofit to most of today’s ring spinning machine. Until now, the condensing of the strand of fibers is brought about by air suction. The power required to produce this suction is substantial, the pneumatic compacting devices are expensive, and may require elaborate maintenance. RoCoS, the Rotorcraft Compact Spinning System, works without air suction and uses magnetic mechanical principles on
Compact Yarn as explained by Mr. Stahlecker is produced by compacting the strand of fiber in a condensing zone – arranged after the drafting system. The compact device consists of bottom roller 1, front roller 2, delivery roller 3, the supra-magnetic equipped ceramic compactor 4, supporting bridge 5, roving guides 6, top roller holder 7, and weighting springs 8. The diameter of the bottom roller corresponds exactly to the radius of the compactor.
Pinter- Condense System:
Pinter condense system is similar to Suessen Elite system but condense pressure set with top rollers without gears. The system consists of driving shaft Bottom rollers Condense duct with tilted slots Condense pressure set Individual suction flutes and Endless perforated aprons. The driving shaft drive the segmented bottom roller and the fourth top roller get drive through the surface contact of the bottom roller. The main features of this system is that condense drafting doesn’t depend on condense front top roller diameter.
Advantages of Compact Spinning System:
Compact yarns are claimed to be stronger and less hairy due to the improved fibre binding, and have better yarn elongation, work capacity, yarn irregularity and IPI values compared with conventional ring yarns.
Figure 2.18 shows the structures of conventional ring and compact yarns. The difference in yarn strength, elongation and hairiness values in comparison with conventional ring yarn is higher with carded yarns. As a result, these yarns have tremendous potential to offer several advantages both in spinning and in all subsequent processing stages compared to conventional ring yarns. The ends-down rate in spinning can be reduced by up to 50%, which improves machine efficiency. It is possible to use low quality cotton while maintaining yarn strength equal to the conventional ring spun yarn with the same twist level. The fibres loss and fly contamination is reduced. A smoother, combed–like appearance can be achieved with carded cotton due to less hair In high-speed winding occurrence of hairiness, neps and fibre dust are reduced due to the higher resistance to axial displacement. In certain applications doubled yarns might be replaced by single compact yarns. In weaving preparation owing to the lower hairiness and higher tenacity of compact yarns, the ends-down rate in beaming is reduced by up to 30%.
In sizing the amount of sizing agent needed can be reduced up to 50% due to the low hairiness while the running behavior of weaving machines is the same or even better. This results in cost saving in sizing as well as desizing. Due to the better work capacity of compact yarns, in weaving ends down rate can decrease by up to 50% in the warp and by up to 30% in the weft, which in turn will increase the efficiency and reduce the weaving cost .
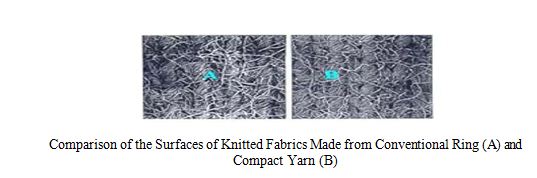
In singeing owing to reduced yarn hairiness, singeing can sometimes be left out, or it can be carried out at a higher speed. In knitting increased yarn strength and reduced formation of fly allow to obtain higher machine efficiency. Reduction in ends-down rate results in fewer interruptions and less fabric faults. In some cases usual waxing in knitting might be omitted. It is possible to produce woven or knitted fabrics with a great strength, high luster and clear structures. Figure 2.21 display the surfaces of the knitted fabrics made from conventional ring yarn and compact yarn. Alternatively in spinning due to improved fibre binding it is possible to reduce yarn twist, particularly of knitting yarns, by up to 20%, while maintaining yarn strength identical to that in the conventional ring spinning [46]. This will ultimately increase yarn production. In doubling the cost can be reduced by decreasing the initial twists in the single ends as well. Knitted fabrics with a soft handle and reduced skew can be produced by reducing twist. In dyeing and finishing reduced twist and enhanced yarn structure improves the absorption of color pigments and chemical finishing agents. As a result, dyeing cost is reduced.
 Apart from all these advantages mentioned above, the flexibility of the compact spinning system concerning raw material and yarn count is still very high [46]. Although as mentioned above the reduced hairiness offers tremendous advantages in spinning and subsequent process steps there are also some concerns about the negative influence of the low hairiness. Kadioglu [55] points out that the reduced hairiness might lead to a more frequent traveler change since the hairs protruding from yarn body provide some type of lubricating and cooling effect on the traveler and reduce traveler wearing.
Apart from all these advantages mentioned above, the flexibility of the compact spinning system concerning raw material and yarn count is still very high [46]. Although as mentioned above the reduced hairiness offers tremendous advantages in spinning and subsequent process steps there are also some concerns about the negative influence of the low hairiness. Kadioglu [55] points out that the reduced hairiness might lead to a more frequent traveler change since the hairs protruding from yarn body provide some type of lubricating and cooling effect on the traveler and reduce traveler wearing.
Compact Yarn and Structure & Properties:
The unique nature of compact system lies in the structure of the yarn. In contrast to conventional ring yarns, most fibres in the compact yarns are parallel and almost completely integrated into the yarn body. Virtually all fibres make their contribution to the yarn properties. This result in significant advantages in the yarn properties: very low hairiness (maximum reduction of hairs longer than 3 mm) better coefficient of variation CVm, higher abrasion resistance, maximum yarn strength and elongation, and better imperfection results. One of the unique characteristics of compact yarns is a smother yarn structure compared with conventional ring spun yarns as regard to fibre orientation.
The Rotor Spinning System:
The idea of producing yarn by Rotor Spinning technique is far from new. The first useable design was put forward in the mid 1950 by J. Meimberg at the Spinbau Company in Bremen. Spinbau showed this machine at the Bremen fair in 1955 but further development of the machine was discontinued because performance proved unsatisfactory. The idea was taken up in Czechoslovakia during the 1960 and the first machine really suitable for the industrial application was shown in 1965 at the Bremen fair.
Rotor spinning was initially designed with two main objectives in mind: to provide more economical spinning system than the conventional ring-spinning through higher productivity, and to produce a yarn of a quality level that matches or surpasses that of the conventional ring-spinning. The first objective has been fully accomplished. Today’s rotor spinning machine has a linear production rate exceeding the 200 m/min (compared to a maximum of about 40 m/min in ring spinning). Using rotor-spinning means elimination of roving, since it can take a drawn sliver directly, and elimination of after-spinning winding due to the large yarn package and the largely defect-free yarn produced on the system.
The fibre strand is opened and the fibres are transported by an air current and are continually discharged into the spinning chamber and are reassembled in sequence, deposited on top of each other, thus forming a ribbon of fibres. This ribbon of fibres is rotated about the axis of the yarn to put real twist in the yarn.
Consequently, the phases of in open end spinning are:
- Separation of the material to individual fibres by drafting
- Transport of the individualized fibres in open order
- Condensation of the fibres or reassembly of fibres to give a sufficient linear density in the finished yarn
- Twisting the fibres assembly to produce a yarn
- Yarn removal and winding on to a convenient package.
Spinning Mechanism of Rotor:
In the actual rotor spinning machine, draw frame sliver is presented to a spring loaded feed plate and feed roller. Fibres within the sliver are then individualized by a combing roller covered with saw tooth wire clothing. Once opened, the fibres pass through a transport tube in which they are separated further and parallelized before being deposited on the inside wall of the rotor. A typical rotor spinning arrangement is shown in Centrifugal forces, generated by the rotor turning at high speeds, cause the fibres to collect along the wall of the rotor, forming a ring. The fibres ring is then swept from the rotor by a newly formed end of yarn which contains untwisted fibres. With each rotation of the rotor, twist is inserted, covering the fibre bundle into yarn as it is pulled out of the rotor through a navel. The yarn is then taken up onto a cross wound package.
Advantages of Rotor Spinning System:
The following advantages compared to conventional ring spinning system was found in rotor spinning:
1. High productivity about 4-5 times of ring spinning.
2. Shorter preparatory and post spinning process.
3. Lower power requirement due to separation of twisting and winding operations.
4. Lower labor cost.
5. Lower mixing cost.
6. Better yarn quality except in terms of C.S.P.
7. Improved weaving preparatory and loom shed efficiency because of better uniformity and less yarn faults in rotor yarns.
Limitation of the Rotor Spinning :
Through the potential advantages of rotor spinning but this system has following limitations :
1. Limited versatility of plant as rotor yarns are economic only in coarser and medium count range.
2. Lower yarn strength by about 15-20% in comparison to ring spuns yarns.
3. Poor long term regularity in yarns.
4. Harsher feel of fabrics made out of rotor yarns compared to ring yarns.
5. Lighter shade of dyed fabrics.
The Properties and Structure of Rotor Spun Yarns
The yarn produced in the rotor spinning system differs significantly from conventional ring spun yarns. Rotor spun yarns do not show the twist formation normally associated with ring spun yarns; the fibres are matted together rather than twisted in a well defined helical structure and the packing density of fibres in rotor spun yarn is more variable across the cross-section compared with the more uniform and higher packing density of ring spun yarns. This effect is largely associated with the different tensions of the two systems. The properties of rotor spun yarns are determined by the type of the machine used, on the speeds and setting employed, but the following indicates the general properties.
During formation of the rotor yarns, some fibres come in contact with the yarn as it is exiting the rotor. These “bridging” fibres wrap around the outside of the yarn surface, and wrapper fibres are characteristic of rotor yarn. In addition, since the yarn is formed in the rotor groove of the rotor, some fibre disorientation exits, and the yarn tends to be slightly bulkier than ring spun yarns [57]. Ring and rotor spun yarns are mainly composed of core and fibres, which are generally highly parallel, although the core fibre Parallelization of rotor spun yarn is much less uniform than that of ring spun yarns. Conventional ring and rotor yarn structure images are given in the.
Air-Jet Spinning:
In Air-Jet Spinning the slivers are presented to the air-jet spinner through a normal double apron high draft system, twisted by means of two air –vortex jet chamber and the yarn is drawn rollers. The yarn then passes through a cleaner and wound onto a spool by the take up rollers. The yarns do not contain true twist. The system is suitable for finer yarns.i.e.40-80 Ne count range and mainly applicable for polyester and polyester blends and to a limited extent for long staple cottons. Delivery speeds of up to 150-250 meters/min are achieved on this system that works with substantial reduction in power consumption and noise level. Splicing is not possible due to high speed as a result knotted yarn joins are produced. Air –jet yarns from 100% cotton are suitable for knitted fabric but not suitable for weaving because strength of such yarn is only 50-60% of that an equivalent conventional ring yarn. Fabrics produced from this yarns have harsher feel and high rigidity. Air jet yarn structure digital image is given in the shows the air jet spinning frame.
Technology of Fabric Production:
Fabric production involves the conversion of yarns into a fabric having characteristics determined by the materials and methods employed. Most fabrics are presently produced by interweaving, intertwining and interloping .
Weaving is by far the oldest and most common method of interweaving to produce continuous lengths of fabrics. Interweaving is the intersection of two sets of straight threads, warp and weft which cross and interweave at right angles to each other. Weaving, currently the major method of fabric production includes the basic weaves, plain or tabby, twill, and satin, and the fancy weaves.
Knitted fabrics are constructed by the interloping of a series of loops made from one or more yarns, with each row of loops caught into the preceding row. Loops running lengthwise are called wales, those running crosswise courses. Knitted fabrics were formerly described in terms of the number of courses and wales per unit length and the weight of the fabric per unit area. The length of yarn knitted into a loop or stitch is termed the stitch length, and in a plain knitted structure this is related to the courses per inch, wales per inch, and stitch density. The two basic equilibrium states for knitted fabrics are the dry-relaxed state, attained by allowing the fabric to relax freely in the air, and the wet-relaxed state, reached after static relaxation of the fabric in water followed by drying.
Reasons for the Growth of Knitted Fabric :
- The capital investment for starting a new knitting unit is relatively small than that required for the other fabric producing industries.
- The high productivity of knitting machine is also a favorable factor for the growth of the industry.
- The setting up of knitting machines to produce a given type of fabric is a faster and simpler operation then the setting up of a loom.
- Knitting is more flexible then weaving styles and designs can be changed with unparalleled rapidity.
- One of the major factors in the success of knits has certainly been the contribution made by the fiber and yarn producers in providing the knitter with a wide range of new yarns which have brought new standards of performance and new aesthetics into the knit market.
- The knit fabrics have become comfortable and are in tune with the times. The recent Success of knits has been greatly due to their easy care properties.
- Travelers usually need care free fabrics and knitted fabrics do comply with this requirement as they generally require no ironing and therefore ideal for traveling persons. Also for swimwear and sportswear, knitted fabrics are the most comfortable ones.
- Knitting units require very less labor and hence all problems related with labor organizations, wages, benefits to labor etc. are very much reduced in the knitting industry.
Types of Knitting Structures:
The type of stitch used in weft knitting affects both the appearance and properties of the knitted fabric. The basic stitches are plain, or jersey; rib; and purl. In the plain stitch, each loop is drawn through others to the same side of the fabric . Characteristics of Single Jersey, Rib and Interlock structures are given below:
Single Jersey Knitted Fabric:
The simplest and most widely used weft knit fabrics is jersey or plain knit fabric. It consists of face loop stitches only. The technical face side of a single jersey is given in.
The main characteristics features and properties of fabric are given below:
- The loops have a V-shaped loop appearance on the technical face side and show semicircular loops on the technical back side.
- Face and back side are not same. Wales prominent in the face side and courses prominent in the back side of the fabric.
- It is knitted with one set of latch needles.
- Knitted loops in plain knit fabrics tend to distort easily under tension which help to give a form fitting and comfort due to property of elastic recovery.
- Plain fabric can be unroved or pulled out freely from either end.
- Its production rate is very high because of stitch simplicity and its cost is low.
Features and Properties of Rib Fabric:
The main characteristics features and properties of Rib fabric are given below:
- It is a reversible structure. Face and back side has the same appearance in 1×1, 2×2, 3×3 ribs side etc. The appearance shows vertical cords and thin ridges in between.
- Ribs are balanced structures because of alternate number of face and reverse wales on each side.
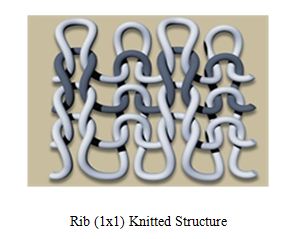
- It is heavier and thicker structure than the plain knit structure with similar gauge used for plain-knit and rib structure.
- It requires a knitting machine with cylinder and dial and two sets of needles cylinder needles and dial needles.
- Rib structure cannot unroved from the course knitted first because sinker loops are securely anchored by the cross-meshing between face and reverse loop wales. It can be unroved from the last course knitted.
- Rib fabric does not curl at the edges due to its balanced nature.This property of rib structure is particularly useful in cutting and sewing operations.
- Rib fabrics are extensively used in the production of outerwear garments in the Western world
Features and Properties of Interlock Fabric:
The main characteristics features and properties of Interlock fabric can be summarized as follows:
- The fabric is firm and less extensible than either single jersey or rib due to the interlocking structures knitted in two separate planes by the sinker loops. Face and back of plain interlock fabrics are same. Wales prominent in both sides.
- The structures do not curl at edges when cut and more ladder resistant than both the single jersey and rib structure. It is balanced, smooth and stable structure.
- The knitting of structure with cylinder and dial needles make the structure thicker, stronger ,less elastic and hence is nearer to the woven structure so that cutting and sewing operations are easier for garment making.
It unroves from the course knitted the last. The fabricsbecomes costlier per linear metre due to increase in thickness and less production.
Knitting Machines for Production of Fabric:
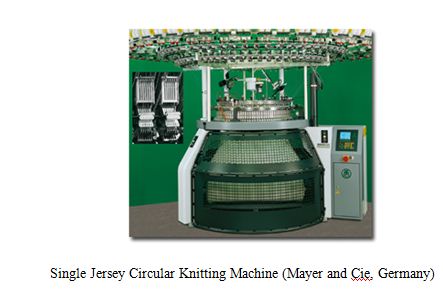
Knitting machines can be flat or circular. The term circular covers all weft knitting machines whose needle beds are arranged in circular cylinder and or dials, including latch, bearded or compound needle, knitting a wide range of fabric structures, garments, hosiery and other articles in a variety of diameters. Circular machine needles are carried in grooves cut in the wall of a cylinder, which may be as small as one centimeter (0.4 inch) in diameter and as large as 1.5 meters (five feet). Some circular machines have two sets of needles, carried in concentric cylinders, so that the needles interlock. During the knitting operation the butts of the needles move through cam tracks, the needles sliding up and down to pick up yarn, from a new loop, and cast off the previously formed loop. In the least complicated of these machines, yarn is supplied from one package, each needle picking up the yarn once per revolution of the cylinder. Modern machines may have as many as 100 feeders, allowing each needle to pick up 100 threads per revolution. Both latch and spring needles are used, with the former more common. Modern, large, circular, plain or jersey machines having 90–100 feeders are frequently used to produce medium-weight fabric. Figure 2.34 shows the Single jersey circular knitting machine.
 Knitted Fabric Processing:
Knitted Fabric Processing:
The fabric produced from the knitting is in rough condition and is often termed “Grey” fabric. The fabric is rough to the touch and contains impurities, which are either natural in the fibres or added to facilitate the process of fabric manufacturing. Fabric processing (wet processing) is done to improve the appearance and serviceability of the fabric in many ways. The main operations carried out in the wet processing include pre-treatment, dyeing, printing and finishing is given in following
Pre-treatment:
In the preparation section, the knitted grey fabrics are pre-treated to remove impurities and colour in order to make them suitable for dyeing and finishing. Many of the natural and synthetic contaminants are hydrophobic and hinder wetting of the fibres. The objective of the preparation is to remove the bulk of these impurities so that the cotton readily and uniformly absorbs the aqueous solutions used in dyeing and finishing . The grey fabrics are scoured in a caustic solution to remove natural fats, waxes, proteins and other constituents, as well as dirt, oil, and other impurities. Then they are washed with water and treated with a weak acid solution to neutralize the alkali. The scoured goods are bleached with a bleaching agent to improve the whiteness of the goods by removing the natural colouring substances. For the production of high quality white fabrics or production of dyed in pale or medium and bright shades bleaching is essential. It is not necessary for dull or dark shades provided the fabric is already of adequate and uniform absorbency. The types of chemicals used include hypochlorite, chlorites and hydrogen peroxide. Cotton and cotton/ polyester materials are bleached with an alkaline solution of hydrogen peroxide. This usually involves impregnation of the goods with stabilized alkaline solution of hydrogen peroxide followed by steaming. The goods are finally well washed in hot water and then treated with dilute acetic acid solution to neutralization of residual NaOH and washed again in cold water to prepare for dyeing.
Dyeing:
Dyeing is the process of coloring textile materials by immersing them in an aqueous solution of dye, called dye liquor. Normally the dye liquor consists of dyes, water and auxiliary . Dyeing is commonly carried out with a dye by completely immersing the fabric (yarn) in an aqueous dye bath according to a prescribed procedure. There are different types of dyes which are used according to type of fabric (fibre) and fastness required. Direct, reactive, sulfur and vat dyes are normally used on cellulose fibre where acid and basic dyes are used on protein fibres. Some dyes are used particularly for specific type of fibre like disperse dye for polyester. For improved fastness to washing, rubbing and light dyes such as vat and reactive are commonly used.
Dyeing can be carried out either in batches or continuously. In a batch operation, as in the case of winch or jet dyeing, preparation of a dye solution, application of dye to the fabrics and washing of dyed fabrics are performed in a single vessel in a sequential manner and do not interfere with one another. Continuous dyeing, integrates the above steps into a line of operations and the fabric being dyed is continuously fed. After the dyeing the fabric is rinsed to remove unfixed dyes and dried to prepare for finishing.
Finishing:
The dyed fabric is further subjected to wet finishing which involves use of variety of finishing agent in a solution to improve the appearance, texture and performance of the fabrics. The fabric is the sent to a steaming or washing machine to remove residual chemicals and dried to cure the finishes on to the fabrics.
The fabric is further subjected to dry finishing which does not involve the use of water. The dry finishing utilizes mechanical means to cause physical change to the fabric such as optical finishing, brushing, and softening, shearing and compacting.
Physical Properties of Knitted Fabric
Fabric Appearance:
Due to better dye take-up, therefore fabric produced from compact yarns retains their attractive appearance even after frequent washing. The fabrics of the conventional yarn have a very hairy surface, as expected and even after only one washing, the surface becomes seriously deteriorated; the surface of fabrics of the compact yarn, however, seem to maintain its original state. A similar trend is followed after 3 and 5 washings. The smoother surface structure of the yarn has a generally positive impact on the optical final appearance of the fabric. The higher color brilliance of piece- dyed articles more than Ring Spun Yarn results in an attractive final fabric appearance.
Pilling:
Pills are small knots or balls of mixture of large number of small fibres accumulated at the surface of the fabric and entangled by the mild frictional action during processing or wearing. They are soft but firmly held on the surface of the material.
The surface of the fabric when abraded the constituent fibers from the yarn surface get liberated and become loose, and further abrasion brings out entanglement on its surface.
These loose fibers or entangled fibers from hard pills on the fabric surface giving an unsightly appear