Exclusive summery:
Ananta group – Ananta Casual wear ltd is opening since 1992 with strong industry. And one of the largest apparel exporters in Bangladesh Prestigious National Exported Award -2002, Best vendor of the year 2004. Ananta has 3000 workers and 500 staff. Mr sharifur rahaman is respectable MD. Ananta garment has different types division Sauce as Cutting. Sewing, Finishing,
Washing. Work study department. Production planning department. Work study department is very important for any garment industry. Work-study is mainly concerned with the examination of human work. In fact planning cannot be done unless one knows how long it will take to do a particular job. Time is very important to the manufacture who must promise, to estimate quantities, and to other industrial and business arrangements. The need for this managerial tool arose in the middle of nineteenth century, when the greater use of machineries and increasing size of manufacturing units necessitated a more efficient means of controlling production schedules. RAW has to ensure whatever the Operation Bulletin is made is implemented or not, cause the O.B will give the data’s based on the scientific way, what’s the target / manpower to be used / machines / folder’s ,Attachments etc.
The In-Charge (RAW) has to properly analyze and study the entire operations work force & process flow of the whole operations. And to allocate a senior work study officer to prepare O.B. He has to analyze the line capacity based on the data’s brought by the Row’s and the same have to be reported to the Productions Manager.
History of Ananta Casual Wear Ltd:
One of the largest apparel exporters in Bangladesh
Prestigious National “Best Exporter Award” – 2002
Best Vendor of the Year – 2004″ – Wall-mart Sourcing
Operating since 1992 with strong industry experience
Strong performance with 37% YTD growth in 2006-2007
2006 Revenue: $34.8m
ISO 9001:2001 certified
Strong quality assurance: AQL 1.5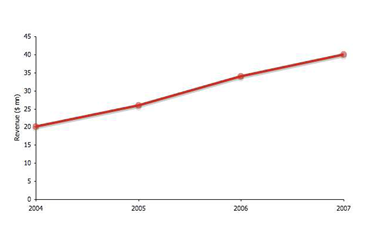
Clients of Ananta Casual Wear Ltd
 Ananta Existing production capabilities:
Ananta Existing production capabilities:
Elephant Road. Facilities (Ananta Apparels/Fashion Ltd.)
_ 2100+ machines in 22 production lines
_ 6, 00,000 sift purpose built factory floor space
_ 4,500 employees
Aggregate Prod. Capacity (incl. Finishing and Washing):
_ 650,000 pcs/month (Now through Jan ‘08) – Apparels/Fashion
_ 800,000 pcs/month (Feb-Jun ’08) – Denim Technology Ltd. (Kachpur)
Product of Ananta Casual Wear Ltd:
_ Denim (60%)
Men’s, Ladies, Children’s Jeans
Washes:
Sand Blast, Whiskers, Distress Look, Caustic Wash, Sand Wash, Stone Wash (Enzyme/Bleach), Echo Plus Wash, Silicon Wash, Metal Printing, Spray Printing, Over-Dye (Pigment, Sulpher, Reactive, Direct), Tinting, etc.
Embellishments:
Print, Embroidery, Sequin, Beads, Rhinestone, Attachment, Hand Stitch, Paint, Vintage Effect.
_ Non Denim (40%)
Cargoes, Dress Pant, School Wear, Poly-viscose, Canvas, Twill, Polyester
Ananta Group Benefits packages:
1) Benefits packages
a) Workers Savings Schemes Welfare Funds (loan/grant for medical
b) Group Insurance Plans for all Employees
c) Annual Dividends for all employees based on service
Length
e)Blood Donation Campaign (“Ananta Blood For Life”)
f)Transportation facilities for remote workers.
g)Eye Camp (free, twice-yearly eye-exams in association with Lions Club Intl’).
Work Study (RAW) Department
Introduce Department
Work-study is mainly concerned with the examination of human work. In fact planning cannot be done unless one knows how long it will take to do a particular job. Time is very important to the manufacture who must promise, to estimate quantities, and to other industrial and business arrangements. The need for this managerial tool arose in the middle of nineteenth century, when the greater use of machineries and increasing size of manufacturing units necessitated a more efficient means of controlling production schedules. It was F.W. Taylor, who argued that greater attention should be paid to the method of timing tasks – Taylor advocated the breaking down of the task into what he termed elements of work and the timing of these elements separately with a aid of a stop watch. He also emphasized the use of a differential piece rate system. In this system a strong incentive was offered to those who reached or surpassed the standard established by Taylor’s time study methods.
A contemporary of F.W. Taylor was Gilbert, he and his wife; Dr. Lillian Gilbert found it necessary to take motion pictures and examine them frame by frame to examine the smallest elements of movement. Techniques are applied to guide & make improvements of the operations/productions. The systematic recording, analysis & critical examination of existing & proposed methods of doing something. The development & implementation of methods which achieve the desire goal with the most efficient use of resources
Improvement in production, productivity and efficiency
As Par as Industrial Engineering or RAW dept. is concerned it meant for the improvement of the productivity and the floor efficiency.
I.) basically the productivity has to be improved thru’ proper study and follow up of the style while processing in the sewing.
ii.) By reducing the no: of unwanted / excess manpower from the process line. This can be done by combining or simplifying the process using the Folder / Attachment / Gauge’s, which will reduce our process time by 20% ~ 30%.
iii.) Ensuring that all the machines / manpower is properly utilized for the day to achieve the planned target. We can measure or compare this using the Utilization Chart.
iv.) Ensuring that the machine breakdown time is less and all the critical process should have the back up machines to support in case of the breakdown is not rectified.
v.) By ensuring that all the process is getting enough feeding from the previous, so that all the machines / manpower can be utilized completely.
vi.) Once all the above points are made, then the process / operator’s has to be chased for achieving the target set by the floor A.PM or RAW.
Vii.)The Helper’s and the Machine’s have to allocate based on the Operation Bulletins made by the RAW and the same has to be implemented after confirmation from the concerned A.GM /PM only. And the same has to be followed strictly.
Job Description of RAW
1) RAW has to ensure whatever the Operation Bulletin is made is implemented or not, cause the O.B will give the data’s based on the scientific way, what’s the target / manpower to be used / machines / folder’s ,Attachments etc.
2)Roles & Responsibilities:- The In-Charge (RAW) has to properly analyze and study the entire operations work force & process flow of the whole operations. And to allocate a senior work study officer to prepare O.B. He has to analyze the line capacity based on the data’s brought by the Row’s and the same have to be reported to the Productions Manager.
The Floor RAW will monitor closely the process and the Production for its improvement. If not then the particular process has to analyzed based on the.) METHOD STUDY; b.) TIME STUDY & c.) CAPACITY STUDY.
3. Review of Plans/Actions: – The Plans for Production have to review based on the daily production made and the machinery availability and the skill sets of the line. Also based on the studies conducted the line plan may also to be changed (example: if we had allocated 1 machine for Waistband attach, and after study we came to know that 2 machines required, then it has to be done immediate.)
4. Information’s:- The Information’s are readily available, we need to create a work force specially to organize to get the related data’s required to analyze and to study the floor efficiency based on which the improvements will be made.
5. Improvement: – The improvements has to be made based on the Studies conducted by the work study’s
Important Uses of work study
1. Direct means of increasing productivity
2. Most accurate methods and yet provide a sound basis for production planning & control and incentives.
3. It is most important tool of analysis.
Aims of work study
- To eliminate wastage of time and labor
- To reduce fatigue and boredom of work by avoiding unnecessary movements.
- To find a best way of doing a Job
- To have more utilization of materials, machines and workers.
- To improve the design of work place layouts.
- To standardize the method, obtained after conducting the motion study.
- To train the individual operation on its practice as per standardized methods.
There are two parts of work-study:
| (The study of methods of work for a job to achieve process improvements, improved layout designs, better working environments and reduced fatigue) | (The measure of the work for a job to arrive at the best method of work improved planning & control. |
METHOD STUDY
Definition:
Method is the systematic recording and critical examination of ways of doing things in order to make improvements.
OBJECTIVES:
Simplify tasks (or eliminate it)
Combine or rearrange activities
Eliminate unnecessary motions
Engineer the operation
Reduce inherent work content
Important Considerations in method study are
- Minimize motions of the human body
- Arrangement of work place
- Working conditions
- Process of manufacture
- Working method
(A) MINIMISE MOTIONS OF THE HUMAN BODY
The motions of the human body can be minimized in the following ways.
R The extent of movement should be kept to a minimum
Finger Best
Fingers
Hand
Forearm
Arm
Body
Walking About Worst
People come in different shapes and sizes. As far as possible the work place should be adjusted the individual.
The body naturally adjusts to counterbalance any movement of its parts. Ideally one useful movement should be matched by another, so that they are symmetrical and in opposite directions.
Where possible movements of the parts of the body should occur together. (They should be simultaneous).
Jerky movements are tiring and unproductive. Continuous curved movements are preferred to straight-line movements involving sudden and sharp changes in direction.
Definite and fixed stations should be provided for all tools and materials to permit habit formation and should be pre-positioned to reduce searching.
The easiest way is the natural way. The work should be arranged to permit easy and natural rhythm whenever it is possible.
B) Arrangement of work place
(a)Ensure correct sitting posture. An operator should be able of sit at her machine with.
Body straight and relaxed in a chair
Back against back of the chair
Sit up straight in a properly adjusted chair
Table height at elbow level while operator is comfortably seated
She neither has to hunch over while being seated nor to raise her shoulder while being in standing position. If it is so it is required to raise or lower either the work place or the operator
Feet comfortably reaching machine treadle.
If the machine has a knee press for lifting or cutting thread these should be close enough to be activated without removing foot from treadle.
Have both feet on treadle with one foot forward and toes slightly extending over top of treadle and the other foot in position with heal on back of treadle.
The needle must be positioned to the center of the operator.
(b) Provide fixtures and extension boards to keep the parts in definite fixed locations. When the parts are pre-positioned it will reduce the time for searching. The movements will be habitual and will not need shifting of the eye.
(c) Pick up and dispose locations should be at a comfortable height and distance.
(B) WORKING CONDITIONS
Good working conditions stated below will improve the operator performance
Comfortable Temperature
Adequate ventilation
Proper Lighting
Good House Keeping
Safety Devices
(C) PROCESS OF MANUFACTURE
In the manufacturing process it is necessary to consider the following factors to avoid unnecessary delays and wastes.
Materials :-
– Sew ability of fabrics
– Quality of threads and trims
Design and specifications :-
Patterns and actual construction in relation to design and shape of the garment.
Whether the specified tolerances are reasonable.
Transport and storage of materials :-
Use of trolleys and conveyors to transport parts or garments from one work place to another
Avoid back tracking of garments or parts
Store garments properly to avoid searching.
(D) WORKING METHOD
Sewing operation consist of the following three basic elements
- Picking up and positioning of parts to the needle
- Sewing parts with aligning, realigning and repositioning
- Dispose of parts
Picking up and positioning of parts: –
Keep parts close to the needle so that the extent of movement will be minimized.
Keep parts in fixed locations so that parts can be picked up without looking. The motions will become habitual.
When two parts are to be picked up, use both hands to pick up the two pieces simultaneously sometimes work will be arranged so that one part is on the operators lap while the other is placed upon the workbench. This causes additional motions.
Sewing aligning, realigning and repositioning.
a) Reduce no. Of stops by increasing the length of a burst.
The distance between the front edge of the sewing machine and the needle generally governs the length of a burst. The span provides the operator a sense of security for handling the work. In effect the length of a burst is strongly influenced by the physical limitation of the table.
b) Retain original alignment and resume sewing immediately. Before starting to sew, sometimes operators pre stitch parts (i.e. sew one or two stitches) after placing parts under the foot. This is unnecessary in most operations. Operators should position the material under the foot and without shifting the position of the hands; she can immediately start to sew (she can shift the hands while sewing if necessary).
Set Targets Manpower Allocation
Calculate Efficiency Production, Planning
Determine Cost Incentive Schemes
Time Study
To determine the time it should take for a qualified worker to perform a specific lash using a specified method by directly observing an operator.
Time Study:-
ø Directly observing an Operator
ø Pre-Determined Motion Time Study System
ø Analyzing the Motions used to carry out the activity
ø Analysis of Past Records
Using previous records / Studies available in the factory
Standard Minute Value | : | – | Is a measure of work content |
| |||
| – | SMV = Basic Time + Allowance | |
| |||
Basic Time | : | – | Observed Time Í |
|
| ||
Observed Time | : | – | Time recorded by observing an operator while he/ she is doing a task. |
|
| ||
Standard Rating | : | – | The pace at which a qualified worker perform a task standard rating = 100 |
Rating:-
Why
-Standard worker is not available all the time
-Different people take different times
Purpose
-Compare the observed worker with a Qualified worker
-Convert the observe time to a time a qualified worker would likely to take.
Problems
-Is an assessment not a Measurement
-Is subjective
-Need Experience
How Rating Can be Done
-Establish in mind how standard operator should work
-Compare the effectiveness of the observed worker in terms of
Skill
-The techniques apply to perform the job
Effort
-Expression of the will to work efficiently
How to Assess Skill
►Symptoms of skilled work
►Avoidance of all unnecessary motions
►Shortest path of movements
►Sureness of touch and methods
►Smooth rather than jerky movements
►Consistently stick to the best method
►Consistent cycle times
►Intelligent anticipation of the next move
Symptoms of poor skill
►Lack of rhythm
►Inconsistency
►Jerky Movements
How to Assess Effort
Symptoms of Good effort -Steadiness
Continuity
Symptoms of poor effort: – Low Speed of movement
Frequent small pauses
Effort to make the work harder
Different Types of Allowances
* | Relaxation Allowance | – | Time allowed for personal needs/relive fatigue |
|
| – | Depend upon working condition. |
|
| ||
| Machine Delay Allowance | – | Time allowed for unavoidable delays in machine |
|
| ||
|
| – | Depend upon type of Machine |
|
| ||
| Contingency Allowance | – | Other unavoidable delays occur during work. |
Techniques of time study:
1. Assess the performance of the worker.
2. Understand the flow of work
3. Time study person should not disturb the operator’s work.
4. Should inform to the operator that the he is going to do some time study work.
5. Enter every detail on time study papers by a pen, as it cannot delete.
Production target:-
The amount of work expected from:
– An average operator
– Fully trained
– Using the correct job method
– Over a normal working day.
One important reason for having a production target is to enable each person to produce a thereby money according to her own level of ability.
The operator with more ability will earn more money than some one with less ability.
A production target establishes a common benchmark against which to measure. Since a job target is established for an average person, those who are above average in ability will do more, and those who are below average will do less.
Grading the time study:
Since each operator’s performance is different, the time study officer grades the performance. Grading relates actual performance to the 100% concept. He looks at two things to grade performance:
Skill : – The operator’s smoothness and coordination.
Effort: – How hard the operator works during the study.
Steps in time study:
- Set the correct job method.
- Get an operator to use the correct job method
- Time the operator using the correct job method.
- Grade the operator by evaluation her shill and effort.
- Apply the standard job allowances to allow for the times when the operator would not be at the machine sewing.
- Set time production quota expected of the 100% (average) operator.
Cause of Low Productivity as per Row’s Observation
- o Un Skilled & Low Performing Operators.
- o Un Skilled Supervisors.
- o Bundle System Not Maintain Properly.
- o More Working Progress in Line.
- o Lead Time High.
- o Proper Production Recording.
- o Rejection Percentage Is Too High.
- o First Hour Production Loss Due To Late Coming.
- o No Proper Operator Recruitment System.
- o Shortage of Special Machine.
- o Embroidery & Wash Not Getting On Time.
- o Cutting Problem in Some Styles.
- o Merchandiser Dept not in ACWL.
- o Shade Band & Pilot run delay.
- o Fabric & Accessories In-house delay
Ananta’s Industrial Engineering (Work Study) Team implements the necessary controls to ensure efficient, on-time execution of Production related activities:
1) Suggest, fine-tune Layout for each style/order
2) Conduct Time Study
3) Conduct Motion Study
4) Workstation/ergonomic maintenance
5) Plan, implements controls to reduce worker overtime
6) Input (fabric, trims) availability and Production Adaptability
– Operator skills grading– Prepare bundle charts
– Monitor Machine maintenance
– Input Rack maintenance and monitoring
– In-line, real-time efficiency calculations
– Hourly Production monitoring
– Daily Production Reporting for Management oversight
M/C use in ACWL:
- Single Needle lock stitch.
- Double Needle lock stitch.
- Double Needle chain stitch.
- Multi thread chain stitch.
- Feed of the arm.
- Single needle vertical.
- Bar tack M/C.
- Button hole.
- Eyelet hole.
- 10 Fusing M/C.
- 11 Straight knife cutting M/C.
- 12 Automatic BON pkt M/C.
- 13 Automatic back pkt attach M/C.
Different department in ACWL:
- Cutting.
- Sewing.
- Finishing.
- Embroidery.
- Wash.
- Store.
- Maintenance.
- Complaints.
- Human Resource Management.
- Welfare.
- Quality.
- Accounts.
- Admin.
- Training.
- RAW/Work Study.
- Cleaner.
- Central Planning & Co-ordination.
- Security.