Foreword
Waste disposal is increasingly regulated within the European Union. At the same time, waste management Costs are increasing. With regards to waste management, the footwear industry needs:
- Guidelines in order to better anticipate future regulations and deal with them effectively,
- a tool in order to estimate the effectiveness of the waste management.
- This European Standard incorporates such a tool, designed specifically for the footwear industry.
- In order to improve the waste management, the footwear manufacturer should perform the following tasks:
- reduce the quantity of waste,
- reuse the waste,
- recycle the waste,
- incinerate and recover energy from the waste,
- treat the waste.
Aims & Objectives
This project work provides an overview of the scale of post-consumer footwear waste, legislative requirements, existing recycling solutions and the key factors influencing the establishment of a nationwide footwear recycling scheme around the world in coming future. The project work has been prepared to facilitate industrial awareness and to communicate the key issues with the wider community of stakeholders in the footwear sector. The aim of the workshop was to discuss and identify potential solutions for recycling of footwear products and encompassed four key areas of discussion:
- Current solutions for recycling of footwear products
- Economic implications of collecting and recycling of post-consumer shoes
- Long-term solutions and technology gaps
- Immediate actions required to set up a nationwide footwear recycling scheme
Scope
This document specifies the process steps which are involved in the generation of the waste from footwear Manufacture and the usual waste management practices. It also establishes a list of the usual Wastes generated during the footwear manufacturing process. It can be applied to one specific product, a specific group of products, and one specific production technology within the factory or to the whole production of a company. the nature of such wastes produced will depend on manufacturing processes, the type of shoe and the materials used.
The tool used to evaluate the effectiveness of the waste management is:
Established directly from the production process or waste generated,
calculated for a specific product, a specific group of products or a specific production technology which shall be defined or the whole production of the company.
Shoe
A shoe is an item of footwear evolved at first to protect the human foot and later, additionally, as an item of decoration in itself. The foot contains more bones than any other single part of the body, and has evolved over hundreds of thousands of years in relation to vastly varied terrain and climatic conditions. Together with the proprioceptive system, it is what makes balance and ambulation possible.
The design of shoes has varied enormously through time, and from culture to culture, with appearance originally being tied to function. Additionally fashion has often dictated whether shoes have, for example, very high heels or no heels at all. Contemporary footwear varies in style, complexity and cost, from the most basic sandal, via high fashion shoes for women sometimes costing thousands of dollars a pair, to complex boots specially designed for mountaineering or skiing. Shoes have traditionally been made from leather, wood or canvas, but are increasingly made from rubber, plastics, and other petrochemical-derived materials.
Shoe Upper
The shoe upper is an assembly of the upper footwear part. It protects the upper portion and sides of the foot. According to the function and location, it is divided into four basic groups:
- Shoe upper parts & components.
- Lining parts & components.
- Reinforcing parts & components.
Shoe upper parts & components:
They form the external upper part. During production and while worn they are subjected to a lot of stress. The basic shoe upper components are:
- Toe cap
- Vamp
- Quarter
- Counter
- Tongue
- Back strap
Lining parts & components:
These parts the following tasks:
- Improve the comfort at walking.
- Enhance footwear appearance.
- Insulate the foot from heat.
- Increase the life of footwear.
During production and when the footwear is worn the lining is most in the back part and in toe cap, the dividing of lining varies and is dependent on the type of footwear. In most cases it is divided into:
- Vamp lining
- Quarter lining
- Stay facing lining
- Heel grip
- Tongue lining
Reinforcing parts & components:
Their task is to reinforce the upper material in region where it is most stressed to ensure the right appearance and shape of footwear. They are inserted mostly between upper and lining parts. Normally the following parts are reinforced:
- Stay facing
- Toe puff
- Cross piece
- Counter stiffener
- Eyelet
- Back straps
- Buckle
- Velcro
- Saddle
- Quarter stay joining
The following materials are mainly used in footwear industry as upper materials:
Leather
Leather is a wonderful and primary material for shoe upper. Its unique properties and characteristics make it the ideal choice for many different applications. Here we will discuss some of the most useful properties of leather.
It has a high tensile strength and is resistant to tearing, flexing and puncturing. This helps leather items last for a long time while retaining their look and feel.
It is a good heat barrier and provides excellent heat insulation. Leather contains a large amount of air and air is a poor conductor of heat. This makes leather a very comfortable item for the human skin.
It is able to hold large quantities of water vapor such as human perspiration and then dissipate it later. This makes leather a comfortable item to wear or sit on.
Leather’s thermostatic properties make it warm in the winter and cool in the summer. This makes leather comfortable to wear.
It can be made to stiffen or can be made to be flexible. It can be molded into a certain shape and then remolded into another shape later.
Leather is resistant to abrasion in both wet and dry environments. This makes leather an excellent protector of human skin.
It is resistant to heat and fire. It is also resistant to fungal growth such as mildew.
It consists of many fibers that are breathable. This breath ability makes it very comfortable to wear in any climate.
Leather can be dyed many different colors that makes it attractive in the production of leather clothing, as a cover for furniture and for many other color sensitive applications.
It is can be soft and supple. Leather clothing becomes a literal second skin. It warms to your body temperature. It is not itchy and does not scratch. It is non-irritating to the skin.
Leather is a fantastic material with excellent physical properties that enables it to be used in many diverse applications from shoe upper to soling.
Textile & fabrics
Fabric, or cloth, is a supple artificial material which is made up of a network of artificial or natural fibers (yarn or thread) formed by knitting (textiles) or weaving, or pressed into felt. The terms material and fabric are frequently used in the weaving assembly trades such as dressmaking and tailoring, and are synonyms for cloth.
Fabric is most often used in the manufacture of shoe as upper materials. Before woven cloth made its appearance, the roles of textiles had been fulfilled by leather and furs.
There are a large number of different types of fabric, each has its own unique fabric properties such as strength and degree of durability, color hue and color intensity. The thickness, one of the fabric properties, is estimated in deniers. The term “micro-fiber” denotes fibers that are made of strands with the thickness less than one denier. Here are some types of fabric followed by a short description of a few most used types: cotton, wool, silk, polyester, nylon, viscous rayon, Acrylics, jute etc.
Rayon
Rayon is a manufactured regenerated cellulose fiber. Because it is produced from naturally occurring polymers it is neither a truly synthetic fiber nor a natural fiber; it is a semi-synthetic fiber. Rayon is known by the names viscose rayon and art silk in the textile industry. It usually has a high luster quality giving it a bright sheen.
Rayon is a very versatile fiber and has the same comfort properties as natural fibers. It can imitate the feel and texture of silk, wool, cotton and linen. The fibers are easily dyed in a wide range of colors. Rayon fabrics are soft, smooth, cool, comfortable, and highly absorbent, but they do not insulate body heat, making them ideal for use in hot and humid climates.
The durability and appearance retention of regular rayon are low, especially when wet; also, rayon has the lowest elastic recovery of any fiber. However, HWM rayon is much stronger and exhibits higher durability and appearance retention. Recommended care for regular rayon is dry-cleaning only. HWM rayon can be machine washed.
- It is strong and durable.
- It is extremely absorbent.
- It is soft and comfortable.
- It is breathable.
- It is easily dyed in vivid colors.
- It is abrasion resistant.
- It resists insect damage.
- It does not pill.
- It drapes well and does not have a problem with static.
- It wrinkles easily.
- It loses 30% to 50% of its strength when wet.
Cotton
Cotton is a soft, fluffy, staple fiber that grows in a boll around the seeds of the cotton plant. It is a shrub native to tropical and subtropical regions around the world, including the Americas, India and Africa. The fiber most often is spun into yarn or thread and used to make a soft, breathable textile, which is the most widely used natural-fiber cloth in clothing today.
- It is soft
- It “breathes”
- It absorbs body moisture
- It is comfortable
- It is strong and durable
- It is versatile
- It performs well
- It has good color retention
- It is easy to print on
- It wrinkles easily
- It is easy to care for, easy to wash
- It is a natural resource that is fully renewable
Nylon
Nylon is a generic designation for a family of synthetic polymers known generically as polyamides and first produced on February 28, 1935 by Wallace Caruthers at DuPont. Nylon is one of the most commonly used polymers.
- Variation of luster: nylon has the ability to be very lustrous, semi lustrous or dull.
- Durability: its high tenacity fibers are used for seatbelts, tire cords, ballistic cloth and other uses.
- High elongation
- Excellent abrasion resistance
- Highly resilient (nylon fabrics are heat-set)
- Paved the way for easy-care garments
- High resistance to insects, fungi, animals, as well as molds, mildew, rot and many chemicals
- Used in carpets and nylon stockings
- Melts instead of burning
- Used in many military applications
- Good specific strength
- Transparent under infrared light (-12dB) [2]
Above their melting temperatures, Tm, thermoplastics like nylon are amorphous solids or viscous fluids in which the chains approximate random coils. Below Tm, amorphous regions alternate with regions which are lamellar crystals. The amorphous regions contribute elasticity and the crystalline regions contribute strength and rigidity. The planar amide (-CO-NH-) groups are very polar, so nylon forms multiple hydrogen bonds among adjacent strands. Because the nylon backbone is so regular and symmetrical, especially if all the amide bonds are in the trans configuration, nylons often have high crystallinity and make excellent fibers. The amount of crystallinity depends on the details of formation, as well as on the kind of nylon. Apparently it can never be quenched from a melt as a completely amorphous solid.
Nylon 6,6 can have multiple parallel strands aligned with their neighboring peptide bonds at coordinated separations of exactly 6 and 4 carbons for considerable lengths, so the carbonyl oxygen and amide hydrogen’s can line up to form interchain hydrogen bonds repeatedly, without interruption. Nylon 5,10 can have coordinated runs of 5 and 8 carbons. Thus parallel (but not ant parallel) strands can participate in extended, unbroken, multi-chain β-pleated sheets, a strong and tough super molecular structure similar to that found in natural silk fibroin and the β-keratins in feathers. (Proteins have only an amino acid α-carbon separating sequential -CO-NH- groups.) Nylon 6 will form uninterrupted H-bonded sheets with mixed directionalities, but the β-sheet wrinkling is somewhat different. The three-dimensional disposition of each alkenes hydrocarbon chain depends on rotations about the 109.47° tetrahedral bonds of singly-bonded carbon atoms.
Block nylon tends to be less crystalline, except near the surfaces due to shearing stresses during formation. Nylon is clear and colorless, or milky, but is easily dyed. Multithreaded nylon cord and rope is slippery and tends to unravel. The ends can be melted and fused with a heat source such as a flame or electrode to prevent this.
1) It is strong and elastic.
2) It is easy to launder.
3) It dries quickly.
4) It retains its shape.
5) It is resilient and responsive
Polyester
Polyester is a category of polymers which contain the ester functional group in their main chain. Although there are many types of polyester, the term “polyester” as a specific material most commonly refers to polyethylene terephthalate (PET). Polyesters include naturally-occurring chemicals, such as in the cetin of plant cuticles, as well as synthetics through step-growth polymerization such as polycarbonate and polybutyrate. Natural polyesters and a few synthetic ones are biodegradable, but most synthetic polyesters are not.
Depending on the chemical structure polyester can be a thermoplastic or thermo set, however the most common polyesters are thermoplastics.
Fabrics woven from polyester thread or yarn are used extensively in apparel and home furnishings, from shirts and pants to jackets and hats, bed sheets, blankets and upholstered furniture. Industrial polyester fibers, yarns and ropes are used in tyre reinforcements, fabrics for conveyor belts, safety belts, coated fabrics and plastic reinforcements with high-energy absorption. Polyester fiber is used as cushioning and insulating material in pillows, comforters and upholstery padding.
While synthetic clothing in general is perceived by some as having a less-natural feel compared to fabrics woven from natural fibers (such as cotton and wool), polyester fabrics can provide specific advantages over natural fabrics, such as improved wrinkle resistance. As a result, polyester fibers are sometimes spun together with natural fibers to produce a cloth with blended properties. Synthetic fibers also can create materials with superior water, wind and environmental resistance compared to plant-derived fibers.
Polyesters are also used to make “plastic” bottles, films, tarpaulin, canoes, liquid crystal displays, holograms, filters, dielectric film for capacitors, film insulation for wire and insulating tapes.
Liquid crystalline polyesters are among the first industrially-used liquid crystalline polymers. They are used for their mechanical properties and heat-resistance. These traits are also important in their application as an abatable seal in jet engines.
Polyesters are widely used as a finish on high-quality wood products such as guitars, pianos and vehicle / yacht interiors. Burns Guitars, Rolls Royce and Sun seeker are a few companies that use polyesters to finish their products. Thixotropic properties of spray-applicable polyesters make them ideal for use on open-grain timbers, as they can quickly fill wood grain, with a high-build film thickness per coat. Cured polyesters can be sanded and polished to a high-gloss, durable finish.
The properties of polyester fabrics include: inexpensive cost; superior strength and resilience; lightweight; hydrophobic (it feels dry or moves moisture effects away from touch); it has an unusually high melting point; is resistant to dyes, solvents and most chemicals; stain resistant; resists stretching and shrinking; quick drying; wrinkle, mildew and abrasion resistant; retains heat-set pleats and creases and is easy to launder.
The fabric can also develop small fuzz balls or pills, which may be related to friction, abrasion resistance, and stiffness and breaking strength, according to a University of Tennessee, Knoxville paper. Polyester is sensitive to alkalizes and resistant to most conventional textile bleaches. It is oleophilic, which means that it is difficult to remove oil stains from the fabric. It exhibits static cling tendencies and it is frequently used in fabrics that give the appearance of being bright and shiny. Newer micro fibers offer softer appearance potentials and are texturally more similar to the luster and feel of silk. It has good fade resistance, particularly when protected from UV radiation and it is noted to retain its shape. Not all polyesters have the same properties and characteristics but they will share most of them.
1) It is resists wrinkling.
2) It is easy to launder.
3) It dries quickly.
4) It is resistant to stretching and shrinking.
Jute
Jute is a long, soft, shiny vegetable fiber that can be spun into coarse, strong threads. It is reduced from plants in the genus Corchorus, family Tiliaceae.
Jute is one of the most affordable natural fibers and is second only to cotton in amount produced and variety of uses. Jute fibres are composed primarily of the plant materials cellulose (major component of plant fiber) and lignin (major components of wood fiber). It is thus a lignocelluloses fiber that is partially a textile fiber and partially wood. It falls into the best fiber category (fiber collected from bast or skin of the plant) along with knave, industrial hemp, flax (linen), ramie, etc. The industrial term for jute fiber is raw jute. The fibers are off-white to brown, and 1–4 meters (3–12 feet) long.
Jute fiber is often called Hessian; jute fabrics are also called Hessian cloth and jute sacks are called gunny bags in some European countries. The fabric made from jute is popularly known as burlap in North America.
- Jute fiber is 100% bio-degradable and recyclable and thus environmentally friendly.
- It is a natural fiber with golden and silky shine and hence called The Golden Fiber.
- It is the cheapest vegetable fiber procured from the best or skin of the plant’s stem.
- It is the second most important vegetable fiber after cotton, in terms of usage, global consumption, production, and availability.
- It has high tensile strength, low extensibility, and ensures better breath ability of fabrics. Therefore, jute is very suitable in agricultural commodity bulk packaging.
- It helps to make best quality industrial yarn, fabric, net, and sacks. It is one of the most versatile natural fibers that have been used in raw materials for packaging, textiles, non-textile, construction, and agricultural sectors. Bulking of yarn results in a reduced breaking tenacity and an increased breaking extensibility when blended as a ternary blend.
- Unlike the hemp fiber, jute is not a form of cannabis.
- Advantages of jute include good insulating and antistatic properties, as well as having low thermal conductivity and a moderate moisture regain. Other advantages of jute include acoustic insulating properties and manufacture with no skin irritations.
- Jute has the ability to be blended with other fibers, both synthetic and natural, and accepts cellulose dye classes such as natural, basic, vat, sulfur, reactive, and pigment dyes. As the demand for natural comfort fibers increases, the demand for jute and other natural fibers that can be blended with cotton will increase. To meet this demand, it has been suggested that the natural fiber industry adopt the Reiter’s Elite system, in order to modernize processing. The resulting jute/cotton yarns will produce fabrics with a reduced cost of wet processing treatments. Jute can also be blended with wool. By treating jute with caustic soda, crimp, softness, pliability, and appearance is improved, aiding in its ability to be spun with wool. Liquid ammonia has a similar effect on jute, as well as the added characteristic of improving flame resistance when treated with flame proofing agents.
- Some noted disadvantages include poor derivability and crease resistance, brittleness, fiber shedding, and yellowing in sunlight. However, preparation of fabrics with castor oil lubricants result in less yellowing and less fabric weight loss, as well as increased dyeing brilliance. Jute has a decreased strength when wet, and also becomes subject to microbial attack in humid climates. Jute can be processed with an enzyme in order to reduce some of its brittleness and stiffness. Once treated with an enzyme, jute shows an affinity to readily accept natural dyes, which can be made from marigold flower extract. In one attempt to dye jute fabric with this extract, bleached fabric was mordent with ferrous soleplate, increasing the fabric’s dye uptake value. Jute also responds well to reactive dyeing.
Acrylic fiber
Acrylic fibers are synthetic fibers made from a polymer (Polyacrylonitrile) with an average molecular weight of ~100,000, about 1900 monomer units. To be called acrylic in the U.S, the polymer must contain at least 85% acrylonitrile monomer. Typical co monomers are vinyl acetate or methyl acryl ate. The DuPont Corporation created the first acrylic fibers in 1941 and trademarked them under the name “Orlon”.
- Acrylic is lightweight, soft, and warm, with a wool-like feel. Acrylic is colored before it is turned into a fiber as it does not dye very well but has excellent colorfastness. Its fibers aren’t very resilient, and wrinkle easily, but most acrylic fabrics have good wrinkle resistance. Acrylic has recently been used in clothing as a less expensive alternative to cashmere, due to the similar feeling of the materials. The disadvantages of acrylic are that it tends to fuzz or pill easily and that it does not insulate the wearer as well as cashmere. Many products like fake pashmina or cash mina use this fiber to create the illusion of cashmere.
- Acrylic is resistant to moths, oils, chemicals, and is very resistant to deterioration from sunlight exposure. However, static and pilling can be a problem.
- Acrylic has a bad reputation amongst many knitters – however cheap the yarn is, its performance does not come near natural fibers. Also, some knitters complain that the fiber “squeaks” when knitted.
- Acrylic can irritate the skin of people with eczema.
Others
A small extension of Polyethylene, Polyvinyl acetate, Polyvinyl chloride(PVC), Polyurethane(PU), Thermoplastic Rubber(TPR), Cellulose Rubber etc are used in footwear industry as upper materials. However, they are highly used as the soling materials in footwear industry.
Waste management is the collection, transport, processing, recycling or disposal, and monitoring of waste materials. The term usually relates to materials produced by human activity, and is generally undertaken to reduce their effect on health, the environment or aesthetics. Waste management is also carried out to recover resources from it. Waste management can involve solid, liquid, gaseous or radioactive substances, with different methods and fields of expertise for each.
Waste management practices differ for developed and developing nations, for urban and rural areas, and for residential and industrial producers. Management for non-hazardous residential and institutional waste in metropolitan areas is usually the responsibility of local government authorities, while management for non-hazardous commercial and industrial waste is usually the responsibility of the generator.
Waste management concepts
There are a number of concepts about waste management which vary in their usage between countries or regions. Some of the most general, widely-used concepts include:
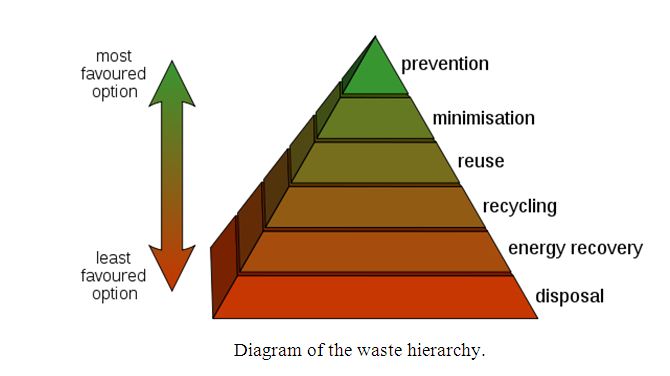
- Waste hierarchy – The waste hierarchy refers to the “3 Rs” reduce, reuse and recycle, which classify waste management strategies according to their desirability in terms of waste minimization. The waste hierarchy remains the cornerstone of most waste minimization strategies. The aim of the waste hierarchy is to extract the maximum practical benefits from products and to generate the minimum amount of waste.
- Extended producer responsibility – Extended Producer Responsibility (EPR) is a strategy designed to promote the integration of all costs associated with products throughout their life cycle (including end-of-life disposal costs) into the market price of the product. Extended producer responsibility is meant to impose accountability over the entire lifecycle of products and packaging introduced to the market. This means that firms which manufacture, import and/or sell products are required to be responsible for the products after their useful life as well as during manufacture.
- Polluter pays principle – the Polluter Pays Principle is a principle where the polluting party pays for the impact caused to the environment. With respect to waste management, this generally refers to the requirement for a waste generator to pay for appropriate disposal of the waste.
Technologies
Traditionally the waste management industry has been slow to adopt new technologies such as RFID (Radio Frequency Identification) tags, GPS and integrated software packages which enable better quality data to be collected without the use of estimation or manual data entry.
- Technologies like RFID tags are now being used to collect data on presentation rates for curb-side pick-ups which is useful when examining the usage of recycling bins or similar.
- Benefits of GPS tracking is particularly evident when considering the efficiency of ad hoc pick-ups (like skip bins or dumpsters) where the collection is done on a consumer request basis.
- Integrated software packages are useful in aggregating this data for use in optimisation of operations for waste collection operations.
- Rear vision cameras are commonly used for OH&S reasons and video recording devices are becoming more widely used, particularly concerning residential services and contaminations of the waste stream.
Education and awareness
Education and awareness in the area of waste and waste management is increasingly important from a global perspective of resource management. The Talloires Declaration is a declaration for sustainability concerned about the unprecedented scale and speed of environmental pollution and degradation, and the depletion of natural resources. Local, regional, and global air pollution; accumulation and distribution of toxic wastes; destruction and depletion of forests, soil, and water; depletion of the ozone layer and emission of “green house” gases threaten the survival of humans and thousands of other living species, the integrity of the earth and its biodiversity, the security of nations, and the heritage of future generations. Several universities have implemented the Talloires Declaration by establishing environmental management and waste management programs, e.g. the waste management university project. University and vocational education are promoted by various organizations, e.g. WAMITAB and Chartered Institution of Wastes Management. Many supermarkets encourage customers to use their reverse vending machines to deposit used purchased containers and receive a refund from the recycling fees. Brands that manufacture such machines include Tomra and Envipco.
Footwear Wastage
The footwear industry is a manufacturing sector which utilizes a wide variety of materials and processes to produce a range of distinctly different products, from sandals to specialized safety footwear. Shoes are designed to fulfill an array of consumer requirements relating to function and fashion, and incorporate varied range of designs and styles. In addition, a range of distinctly different materials such as leather, synthetic materials, rubber and textile are commonly used in shoe manufacturing.
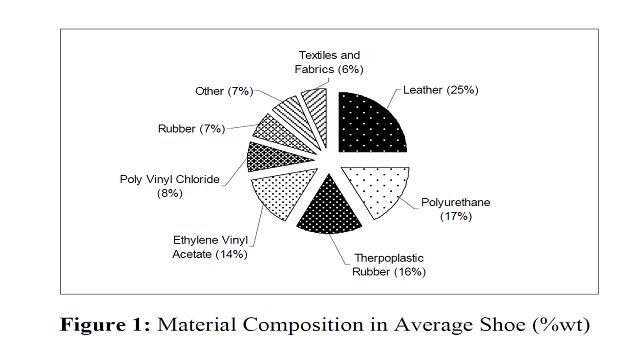
These materials differ not only in their appearance but also in their physical qualities, their service life, the different treatment needs as well as their recycling and recovery options at the end of their useful life. There are approximately 40 different materials used in the manufacturing of a shoe1. For example, Figure 1 represents the average composition of a typical men’s shoe which has been measured after grinding. These variations in designs, styles and materials, together with the environmental and economic implications of end-of-life shoe processing determine the feasible approaches to deal with this rapidly increasing waste stream.
Over the last 20 years, the footwear sector has placed significant effort in improving material efficiency, as well as eliminating the use of hazardous materials during the production phase. However, the environmental gains made in production are being overtaken by the negative impact of the considerable increase in the demand for footwear products.
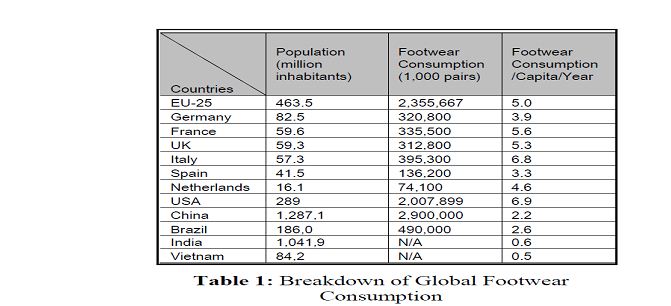
Worldwide footwear consumption has doubled every 20 years, from 2.5 billion pairs in 1950 to more than 20 billion pairs of shoes in 20052 (see Figure 2). As a result, the worldwide per capita consumption of footwear has also considerably increased, from 1 pair of shoes per year for every person in the world in 1950 to almost 2.6 pairs of shoes in 2005. In the European Union, footwear consumption has increased by 22% from 2002-2005 to reach 2.3 billion.
Pairs of shoes3. However, the per capita figure differs significantly between each country4 (see Table 1). Although China has the highest footwear consumption in the world, the United States is the country with the highest per capita shoe consumption, since each inhabitant purchase an average of 6.9 pairs of shoes every year. At the other extreme, in the less developed countries, the per capita figure is 0.6 pairs for India and 0.5 pairs of shoes for Vietnam (which means one pair of shoes for each person every two years).
This rapid growth in shoe sales has also resulted in a significant increase in post-consumer footwear waste. In the EU, it is estimated that the waste arising from post-consumer shoes will reach 1.2 million tones per year. The retail figure for 2003 indicated that around 338 million pairs of shoes were sold in the UK. Based on this figure, it is estimated that the waste arising from post-consumer shoes reached 169,000 tones. In addition, it has been estimated that the total arising of textile and footwear waste is approximately 1,165,000 tones per year in the UK, while the amount of textile waste reused or recycled annually I estimated to be 324,000 tonnes5.
Based on a Department of Trade and Industry (DTI) study, about 9% of all recovered post consumer textiles are sold as second-hand shoes6. This indicates that around 29,160
Tones of post-consumer shoes are collected each year for direct reuse in the UK or for exportation to developing countries. However, it is estimated that approximately 10% of the collected secondhand shoes are not suitable for reuse due to their condition, and consequently end up in landfill Therefore, based on these estimates, approximately 15% (26,244 tones) of post consumer shoe waste in the UK are collected and re-distributed as second hand shoes, while the rest (85% or 142,756 tones) are disposed of in landfills. Waste disposal is increasingly regulated within the European Union. At the same time, waste management costs are increasing. With regards to waste management, the footwear industry needs: – guidelines in order to better anticipate future regulations and deal with them effectively, – a tool in order to estimate the effectiveness of the waste management. This European Standard incorporates such a tool, designed specifically for the footwear industry. In order to improve the waste management, the footwear manufacturer should perform the following tasks:
- reduce the quantity of waste,
- reuse the waste,
- recycle the waste,
- incinerate and recover energy from the waste,
- treat the waste.
This document could be used by a company that wishes to implement the EN ISO 14001:1996 management system standard. This document specifies the process steps which are involved in the generation of the waste from footwear manufacture and the usual waste management practices. It also establishes a European list of the usual wastes generated during the footwear manufacturing process. It can be applied to one specific product, a specific group of products, and one specific production technology within the factory or to the whole production of a company.
Unsustainable consumption and production patterns in the developed world have led to an increased generation of waste over many decades. Although local and national authorities, governmental agencies, manufacturers and the general public have come to recognize the importance of controlling waste at source, total waste elimination is not possible. There will always be some waste that cannot be prevented at source and so need to be treated at the end of its functional life. Considering the amount of end-of- life (EoL) waste generated every year, understanding and developing methods for EoL management is a major part of the overall waste management concern. The footwear industry over the last years has placed significant effort in improving energy and material efficiency, as well as eliminating the use of hazardous materials during the production phase. However, the environmental gains and energy efficiency made in production are being overtaken by the considerable increase in the demand for footwear products, the so called rebound effect . Moreover, the useful life of shoes is relatively short and progressively decreasing as a result of rapid market changes and consumer fashion trends. This creates a large waste stream of worn and discarded shoes at the time their functional life has ended, and most of them are being disposed in landfills. Producer-responsibility issues and forthcoming environmental legislations, as well as increasingly environmental consumer demands, are expected to challenge the way the footwear industry deals with its EoL products.
The footwear industry is a diverse manufacturing sector which employs a wide variety of materials to make products ranging from different types and styles of footwear to more specialized shoes. Leather, synthetic materials, rubber and textile materials are amongst the basic materials most commonly used in shoe manufacture; each material has its own specific characteristics. Materials significantly influence, not only the life of the footwear but also the end-of-life treatment of the product. Approximately 40 different materials can be used in the manufacturing of a shoe nowadays; the shoe industry is facing many of the same challenges as the consumer products and food industries. To meet the needs of customers and be competitive, footwear companies must face two key challenges: being quick to market changes and stay relevant in order to identify or establish new consumer trends. This leads to a shorter life cycle of shoes, and an even increasingly shorter product development cycle for the footwear industry. A shorter life cycle of shoes means that more shoes have been produced over the years, so leading to a higher level of EoL waste by the footwear industry. From 1990 to 2004, worldwide footwear production has increased by 70% to around 17 billion pairs of shoes while by 2010 experts in the sector expect the global footwear output to reach 20 billion pairs. Shoe production and consumption is definitely rising. Western Europe and United States consume 2 billion pairs of shoes each every year. In the UK alone, more than 330 million pairs of shoes, with a total market value of more than £5 billion are consumed every year.
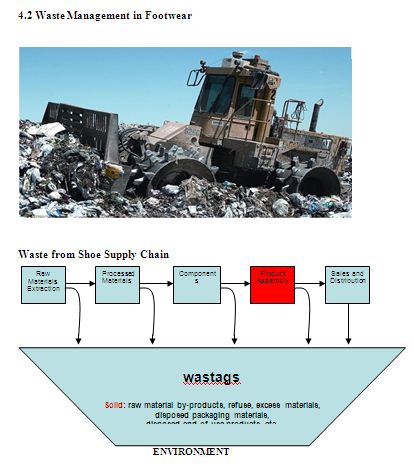
Wastage system
Proper disposition of a discarded or discharged material in accordance with local environmental guidelines or laws.
Final placement or riddance of wastes, excess, scrap, etc., under proper process and authority with (unlike in storage) no intention to retrieve. Disposal may be accomplished by abandonment, destruction, internment, incineration, donation, sale, etc.
Processing and or removal to final resting place or transfer to a place for re-use or recovering of waste.
The process of getting rid of unwanted, broken, worn out, contaminated or spoiled materials in an orderly, regulated fashion.

The act of getting rid of unwanted items and material having no value in excess of their basic material content. Mixed municipal solid waste (MSW) is typically disposed of at landfills, mixed-waste composting facilities, or energy recovery facilities. The removal of unwanted materials left over from manufacturing processes or people’s lifestyles. Proper waste disposal involves following the supplier’s instructions found on the MSDS for each material. Also, soap makers may contact a recycling center to ask if it will accept old essential oils, fragrance oils, rancid base fats, fixed oils, curdled soap batches, and etc.
Disposal is the management of waste to prevent harm to the environment, injury or long term progressive damage to health. Disposal of waste is where the intention is to permanently store the waste for the duration of its biological and chemical activity, such that it is rendered harmless.
History of Footwear Industries Wastage Management (1816-2009):
The company was founded in 1816 and is headquartered in Hong Kong, Hong Kong. View brief Business Summary.Its Trading and Industrial segment involves in the distribution and retail of motor vehicles, sports and casual footwear, and apparel; packaging and retail of sugar products; marble cutting and contracting; waste management services; and the manufacture of aluminum can and paints. The company was founded in 1816 and is headquartered in Hong Kong, Hong Kong.
The great speculator lets whale districts lio waste and pays nothing j tho farmer who improves, pays a penny in the £ on his improvements. Now, if they choose, very large savings may be made in the management of the education system, without doing any injury at all to education.
This industry would afford profitable employment to cottage farmers, and alao to women and children, and would utilize large tracts of land, which at present are either waste or yielding but little.” Up to last year tobacco growing had been established on a small scale in various parts. That is, industrial management must have the authority and responsibility for turning out the goods. Second, the defense agency must plan defense. Avoid waste in defense spending-. 3. Raise a substantial proportion of the cost of the defense program by widely spread taxation. OPA emphasized that the ceilings I price for fine woolen threads, light, per cent up to not including 98 per cent wool, balance other fibers. BOOK PAPER: Fourteen representatives of the book industry have been appointed by OPA as a book paper industry advisory committee.
This optimistic judgment presupposes major reforms in waste management practices. Recent analyses indicate that US economic incentives for recycling. To implement outmoded solutions in an attempt to revive an industry as inherently labor-intensive as is footwear manufacturing.
Nike said it is teaming up with the Foot Locker store at Edison Mall in Fort Myers, Fla., and the waste management company Gulf Disposal. It would use recycled materials in making new footwear as part of an effort to lead the industry in environmentally responsible programs.
Rules for dumping human, animal and industrial waste on land, in water or in leaky landfills, for example. The closest the announcement comes to preventing – as distinct from treating – unhealthy water lies in the phrase “consultations on nutrient management,” aka manure.
For services to the Footwear Industry and to the community in Bacup, Lancashire. (Bacup, Lancashire). Simon Paul Clegg. Chief executive, British Olympic Member, Radioactive Waste Management Advisory Committee. For services to Environmental Protection.
The biggest single item we throw away is food scraps,” said Bruce Goddard, public affairs director for the Alameda County Waste Management Board. “If we’re concerned about landfill capacity, that’s what we should target.” Then there’s the cost & Rule of thumb for recycling .
In April 2002, the Government called for expressions of interest from the local and international waste management industry for technology options to develop large-scale waste-treatment facilities in Hong Kong. An advisory group, made up mostly of non-officials, was set up in late 2002.
The grassroots nonprofits such as BRING that launched recycling have mostly disappeared, replaced by garbage haulers and industrial heavyweights such as Waste Management and Browning Ferris. Recycling is a Band-aid. It slows the bleeding, but fails to address the cause.
Nike becomes the first major company in the global footwear and apparel industries to disclose publicly its contract supplier base. Nike’s rationale for deciding to disclose its contract factory base is that the potential benefits to the industry and factory workers significantly.
In southern Italy local politicians claim that the waste management industry is controlled by organised crime. Last year the European Commission said it was taking action against Italy, for 28 breaches of EU laws on the environment.
based waste management company said that it has agreed to continue servicing Home Depot’s account through Oct. 30. PXRE Group Ltd. ( NASDAQ:AGII) shares tumbled 10.2% after the company said that, based on estimated industry losses of $35 billion to $40 billion from.
American Ecology Corporation (NASDAQ: ECOL), through its subsidiaries, provides radioactive, hazardous, and industrial waste management. The company’s products include an assortment of outdoor equipment, accessories, related technical apparel, and footwear.
The Company sells both casual and dress footwear. The casual footwear include sport shoes, sandals, athletic shoes, outdoor footwear, in the management and operation of water treatment plant in Ciudad Acuna; automobile parking facilities; water supply systems, waste management.
The Company sells both casual and dress footwear. The casual footwear includes sport shoes, sandals, athletic shoes, outdoor footwear, casual daywear. The Environmental Services division provides dock-side and offshore no hazardous oilfield waste management and environmental cleaning…
The Waste Management segment collects, processes, and disposes of household, trade, and industrial waste. The Energy Services segment includes heating production and distribution, energy optimization and related services, and electricity production. The Transportation segment focuses.
Reside/Slurry Oil is refinery waste oil that is too thick to economically crack or reprocess with past and current technologies. Boemos has constructed high -quality footwear for Dolce & Gabanna, Coach, Diesel, and the Kenneth Cole Collection among many others.
The luxury industry has changed the way people dress. It has realigned our economic class system. It has changed the way we interact with others. It has become part of our social fabric. To achieve this, it has sacrificed its integrity, undermined its products, tarnished its history.
Numerous exhibitors have confirmed a high degree of interest in both the demand and supply sides of the Indian market”, says Detlef Braun, Member of the Board of Management of Messe Frankfurt GmbH. “ The Indian textile industry urgently wants to upgrade its manufacturing process.
In its submission to the current Federal Government review into the textile, clothing and footwear industry, the Brotherhood of St Laurence.You know, do we encourage recycling and better waste management or do we do it better on the front end and become more efficient at process.
Several landfills operated by Waste Management Inc. — Which runs about 270 active landfills in 47 states — have gone from operating six days a week to five or have, But in its earnings report, the Houston-based company also mentioned declines in the collection of industrial waste.
The new CBS reality show, “Undercover Boss,” showed Waste Management President Larry O’Donnell doing entry-level work for his own company. Specifically addresses the unique industrial processes and situations that “go on” within your various Waste Management business operations.
IS can help reduce waste, energy consumption and operational costs by recycling raw materials, byproducts, energy, transportation, It is also a challenge in management to build a platform, which needs to track the flow of wastes and resources of over 4000 enterprises in industry.
Mr. GOUTHAM REDDY (Director, Ramky Group): We would like our rag pickers to enhance their quality of life by becoming waste management service providers rather REEVES: Goutham Reddy is director of the Ramky Group, a big waste management corporation headquartered in South India.
After releasing impressive first quarter results earlier this week, Wolverine management revised its 2010 forecast by an additional $30 million. Goals for the year include growing Wolverine’s wholesale operation at twice the industry rate, boosting consumer-direct sales.
All Star Sustainability award winners are selected by the Apparel editorial staff from nominations by industry executives, and waste and increase the use of environmentally-friendly products while continuing to produce the most innovative athletic footwear and apparel in Nike.
The largest quantity of waste is generated at the cutting process. E.g. waste rate from cutting of natural leather (e.g. cow hide) = 25 – 35% (14th Meeting of UNIDO Leather Panel, 2000) a leather skin is never homogenous and rectangular the quality of the leather at the side of the skin is generally poor.
The shape of the pieces to be cut is scarcely the same and the production delay does not allow the optimization of their arrangement for textiles or fabric, cutting waste is generally lower because the material is more homogenous = 20 – 25% Waste from upper = 132.6 tons/M pairsWaste from sole = 118 tons/ M pairsAdhesives, oils, solvents = 4.6 tons/ M pairsHousehold type waste = 10.8 tons / M pairs.
Sample Waste Inventory from a Puma Factory
Materials | % waste |
Leather, Natural | 4.1% |
Leather, Synthetic | 3.6% |
Outsole | 17.2% |
Midsole | 11.8% |
Insole | 2.7% |
Fabric/Textile | 6.8% |
Inner Box | 2.3% |
Corrugated Outer Box | 0.4% |
2008 PUMA SAFE E-KPI survey
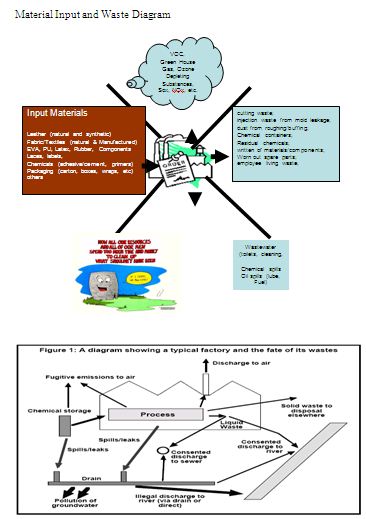
Other source of waste in Footwear
| Injected outsole | Thermoplastic material can flow out between two parts of mold due to pressure The mold contains a tube through which the material is injected. The “carrots” are considered waste Purges of materials from machine during turn over of operations / shutdown |
| Sole preparation | Buffing/roughing dust before cementing |
| Components and accessories (eyelets, laces, etc) | Unused, old stock written off from inventory and become waste; |
Reduce: purchase “Just in Time”;Materials and supply packing wastePaper or plastic wrappings of materials, containers, chemical cans and drums, cartons, wooden pallets, etc.
Reduction: Returnable and reusable containers can be offered by suppliersResidual chemicals, maintenance and housekeepingworn out spare parts spent lube oil (e.g. cutting machines, etc.)
workshop rubbish and dust
Integrated Waste Management
- Prevention
- Minimization/Reduction
- Reuse
- Recycling
- Energy Recovery
- Disposal
Footwear Wastage Management in Bangladesh
Though proper wastage management in appeared to be economical for any industrial production, practice is not been so familiar in footwear industries in Bangladesh. Only a few leading companies introduced this approach for some of their production facilities.
Wastage and disposal methods
wastage from shoe production often reused in sandal manufacturing where small pieces are required than shoe. Small pieces are also used to produce leather goods. thin paper disposals are often used as filler between insole and outsole. For this they are cut in to small pieces. paper industries take charge of these disposals which includes different fabrics and fabrics materials, foam, threads, etc. These are made from aluminum alloy, so they are melting to reproduce those parts.
damaged PU lasts can’t be used to produce new lasts as they result in low durability. So they used in production of other PU products.they are reused as soling material in injection moulded shoes.
these are cut into small granules and mixed with fresh granules in a ratio of 80:20 to produce TPR soles. Moreover, some companies sales their rejected shoes in comparatively low price.
Footwear manufacturing wastes – Waste classification and management:
Process waste
Waste directly linked with the footwear manufacturing process
Maintenance waste
Waste generated in the factories
Waste management practice
Technology, specific treatment or way of management applied to the waste (for example reusing, recycling, Incineration, etc.)
NOTE these practices are listed in Table 3.
Test period
Consecutive period of production about which all the required data are collected.
Waste quantity
For one type of waste, quantity of waste generated during a given test period when manufacturing a specified
Final product or group of final products.
Controlled landfill
Landfill which emissions to the environment are controlled.
Special destruction treatment
Destruction treatment which is not incineration, neither recycling nor land filling.
Requirements
Process steps
The footwear manufacturing process steps to take into account to quantify the wastes are given in.
Footwear manufacturing steps to be taken into account
Parts of the process | Steps to take into account |
Storage | Storage of raw materials |
Design and development | cutting of materials unused samples |
Upper manufacture | cutting of upper material cutting of lining material skiving cementing / stitching |
Manufacture of other Components | cutting of insole material cutting of insock material cutting of sole material sole / heel manufacture or preparation adhesive priming of soles and heels |
Assembly | all steps of assembly |
Finishing | all steps of finishing |
Storage of finished Product | warehouse |
Maintenance of production Equipment | tasks generating wastes |
Waste classification list
The wastes to be taken into account shall be, at least, those specified in.
Waste codes | List of possible wastes |
Process wastes | |
Upper material cutting waste | |
Insole material cutting waste | |
Sole material cutting waste | |
Injection moulding wastes | |
Other | |
Dust or sludge (roughing) | |
Trimmings | |
Other process wastes | |
080102 | Rest of inks, varnishes … (non halogenated solvent based) |
080103 | Rest of inks, varnishes … (water based) |
080402 | Rest of adhesives (non halogenated solvent based) |
080403 | Rest of adhesives (water based) |
140103 | Used solvents (alone or mixed) |
200301 | Sub-standard shoes |
Packaging wastes | |
150101 | Cardboard packaging: shoe boxes, packing cases, sample boxes, centre tubes from textile rolls |
150102 | Plastic cones and bobbins |
150102 | Plastic bags and films |
150102 | Jars, tins & drums (plastic) cleaned |
150102 | Jars, tins & drums (plastic) containing < 3% product residue |
150102 | Jars, tins & drums (plastic) containing > 3% product residue |
150103 | Wooden palettes |
150104 | Jars, tins & drums (metal) cleaned |
150104 | Jars, tins & drums (metal) containing < 3% product residue |
150104 | Jars, tins & drums (metal) containing > 3% product residue |
150104 | Other metallic packaging waste (aluminium center tubes for textile rolls …) |
Other wastes (maintenance, etc.) | |
130100 | Hydraulic oil |
130200 | Motor oil |
150102 | Damaged or obsolete lasts (plastic) |
150201 | Used air filters |
160205 | Out of use equipment |
200101 | Paper: office, computer |
200106 | Damaged or obsolete knives, damaged or obsolete lasts (aluminium) |
200108 | Canteen waste |
200301 | Wastes similar to domestic waste (drinking cans, workshop sweepings …) |
NOTE In the EU legislative documents, no waste classification is specifically created for the footwear industry: Some
Wastes from the footwear industry are not listed in the European Waste Catalogue 1.
CEN/TC 309 will reconsider the coding in this table when the European Waste Catalogue includes wastes regarding
Specifically the footwear industry.
Waste management practices
The practices listed in Table 3 are usual waste management practices to the footwear industry.
Usual waste management practices
Waste management practices | Code |
Reuse as it is | A |
Recycle within or outside the company (specify) | B |
Incinerate with energy recovery | C |
Special destruction treatments (specify) | D |
Controlled landfill | E |
Incinerate without energy recovery | F |
Othersb (specify) | G |
| a For example: chemical destruction, biological destruction | |
b For example: sell as raw material
Procedures
The steps shall be the following:
- Waste quantification: calculate the quantity of the wastes generated during the test period (following the
- List presented in Table 2). For each waste, calculate the ratio quantity/number of pairs produced during
- the test period in kg/1000 pairs.
- Determine the average mass of the pair of shoe which is representative of the specified final product,
- group of final products or the whole production being analyzed during the test period.
- Use of waste management practices: for each waste, calculate the part treated according to each waste
- Management practices given in Table 3. Fill the table like Table 4.
- Provide the results: if practices coded «B», «D» or «G» are used, specify in technical terms which
- Practice is followed.
Calculation methods
Waste quantity
- The wastes included are those generated when producing a defined part of the production of a factory.
- For example, it can be one type of shoe, one production technology or it could be the whole production.
- All waste quantities, even liquid wastes, are converted into kilograms. Then the ratio «kg of waste/1000 pairs»
- shall be calculated.
- The test period shall be maximum 12 months.
Use of waste management practices
During the test period, it is possible that parts of each waste will be managed according to different practices.
For each waste, calculate the part treated according to each practice listed in Table 3. If there is no documented information on how the waste was treated (except for Reuse), the chosen practice shall be
Expression of results
The results shall be provided as indicated in.
Expression of results
Ratio (kg/1 000 pairs) per type of waste management practices (Average weight of the representative pair: …) | |||||||||
List of solid or liquid waste | A | B | C | D | E | F | G | ||
Waste code | Waste name | Reuse as it is | Recycle within or outside the company (specify) | Incinerate with energy recovery | Special destruction treatment (specify | Controlled landfill | Incinerate without energy recovery | Others (specify) | Total |
xxx | waste 1 | ||||||||
yyy | waste 2 | ||||||||
waste 1 | |||||||||
waste 3 | |||||||||
Waste 4 | |||||||||
… | |||||||||
total | |||||||||
Test report
The test report shall include the following information:
- The test period,
- A detailed description to which the results apply (type of footwear, group of footwear, type of technology
- Or the whole company),
- – The average weight of the representative pair of shoe to which the results apply and how it has been
- Determined,
- The detailed description of the process steps taken into account to estimate the quantities of waste
- According to Table 1,
- The method used for the quantification of each waste,
- The results as expressed in Table 4,
- Any deviation from this document.
Informative
Definitions applicable to this European Standard given by the EU legislation
It is responsibility of the user of this European Standard to check the latest developments of EU legislation.
Waste
Substances or objects in which the holder discards or intends or is required to discard
Directive 75/442/EEC modified by the Directive 91/156 EEC.
Packaging waste
Packaging or packaging materials covered by the definition of waste
Directive 94/62 EEC.
Waste management
Collection, transport, recovery and disposal of waste, including the supervision of such operations and aftercare
Of disposal sites
Directive 75/442/EEC modified by the Directive 91/156 EEC.
Landfill
Waste disposal site for the deposit of the waste onto or into land (i.e. underground), including:
- Internal waste disposal sites (i.e. landfill where a producer of waste is carrying out its own waste disposal
- at the place of production), and
- A permanent site (i.e. more than one year) which is used for temporary storage of waste
- But excluding:
- Facilities where waste is unloaded in order to permit its preparation for further transport for recovery,
- Treatment or disposal elsewhere, and
- Storage of waste prior to recovery or treatment for a period less than three years as a general rule, or
- Storage of waste prior to disposal for a period less than one year
- Directive 99/31/EC.
Environmental Effect of Footwear Industries Wastages
There are many environmental pollution problems linked with the footwear industry. These occur both in the production of raw materials and with the footwear manufacture it. However, until recently the only major environmental concerns for the producers have been the use of hazardous materials and chemicals in 497 shoes, and the air, water and solid waste emissions generated during the shoe production process. In fact, the most serious risks to the environment are to be found with suppliers of semi-finished products and components such as leather, which is produced by tanning. Especially, the use of chromium as tanning agent, which is highly toxic and a suspected carcinogen, has been a major environmental issue for the footwear industry over the last few decades. The use of PVC also, has been reduced in the footwear manufacturing sector because it is claimed that when burned at low temperatures, it has the potential to form organo-chlorine substances, which are extremely toxic both for the environment and for human beings.
Finally, solvents and other volatile organic compounds (VOCs), used in synthetic upper materials, leather finishing, adhesives and cleaners, are of major importance for the footwear industry since they contribute to the formation of ground-level ozone, an air pollutant harmful to human health as well as plant life [7]. Table 1 presents some if the major pollutants that linked with footwear materials and their processes. In order to promote footwear products which have lower environmental impacts, the European Union (EU) recently has established the European Footwear Eco-Label scheme as a marketing and publicity tool for environmental-friendly shoes [8]. To be able to use the footwear eco-label some determined ecological criteria must be fulfilled. These criteria aim, in particular, at limiting the levels of toxic residues, limiting the emissions of VOCs and promoting a more durable footwear product. However, the major environmental challenge that footwear industry is currently facing, is the enormous amount of waste generated at the end-of-life phase. Some 12 billion pairs of shoes produced worldwide every year, with most of them being disposed in landfills. Landfill sites can result in serious environmental pollution of groundwater and rivers, due to landfill leachate. Landfill space is also becoming extremely limited, especially in some European countries where available landfill space is non-existent. Finally, forthcoming product-related environmental legislation is expected to change the approach of the footwear industry regarding its EoL waste.
In most countries, managing EoL waste has long been and, in most cases, still is the responsibility of governmental agencies and local authorities. Once products reach the end of their functional lives, producers play no role in collection, recycling or disposal of those EoL products. This approach has started to change with the emergence of a producer responsibility concept. This concept was first introduced in Germany with the 1991 Packaging Ordinance which required manufacturers and distributors to take back packaging from consumers and ensured that a specified percentage is recycled. Producer responsibility legislation was introduced into the EU waste policy with the 1994 Packaging Directive and since then has spread to most industrialized countries. In 2000, the European Commission passed a Directive requiring its Member States to institute a producer responsibility program for end-of-life vehicles (ELV) while an additional Directive for Waste Electronics and Electrical Equipment (WEEE) is expected to be adopted soon by all EU Member States. This concept of broadening manufacturer’s responsibility for products beyond their useful life into the post-consumer phase, also concerns closing the loop with respect to materials use and waste management at the end-of-life phase, while providing a source of financing to offset the cost disadvantage of recycling versus disposal and energy recovery. In this context, take-back and producer responsibility legislation is expected to affect the footwear sector similarly to what has happen in other consumer product sectors, e.g. with the implementation of the ELV and WEEE Directives.
Future Disposal System of Shoe Upper Leather
Effective management of EoL waste is a rather complex issue made up of many components. Although there is no blueprint that can be applied in every industrial sector, the European Commission has set up a waste hierarchy framework which specifies the order in which waste management options should be considered, based on environmental impact. Based on this hierarchy, an integrated waste management framework for footwear products has been developed and presented in Figure1. This proposed framework divides the waste management options for shoes into two major approaches: proactive and reactive. Proactive approaches include all measures that are taken with the aim to reduce or minimize waste at the source. Reduction of waste, also referred to as waste minimization, is a proactive approach because simply, waste which is avoided needs no management and has no environmental impact. On the other hand, reactive approaches include all the other waste management options which act in response to the waste problem when the useful life of the product has ended. Reactive waste management approach is also referred as End-of-Life Management. The key difference between proactive and reactive approaches is timing. EoL management is an after-the event approach while proactive approaches have an “anticipate and prevent” philosophy to deal with waste.
In general, it makes far more sense to reduce or even minimize waste than to develop extensive treatment schemes and techniques to ensure that the waste poses no threat to the environment. Waste minimization activities range from product and material changes, to process changes, to changes in methods of operations . Although there is a wide range of proactive waste management activities, there are two major improvement methods that could be applied in the footwear industry in order to reduce or even minimize waste at the source, Waste minimization strategies should start at the beginning of a product’s life cycle, here in the product design phase using eco-design improvements. Ecodesign improvements in the footwear sector could have significant impact on environmental quality and could reduce the amount of materials needed, thus reducing the amount of waste that need to be handled at the end of the lifecycle. Also a footwear product which is designed for ease of disassembly will make reuse and recycling of its components and parts easier, thus reducing the amount of materials disposed into landfill
Recycling of Footwear Wastages
Recycling involves processing used materials into new products to prevent waste of potentially useful materials, reduce the consumption of fresh raw materials, reduce energy usage, reduce air pollution (from incineration) and water pollution (from land filling) by reducing the need for “conventional” waste disposal, and lower greenhouse gas emissions as compared to virgin production. Recycling is a key component of modern waste reduction and is the third component of the “Reduce, Reuse, and Recycle” waste hierarchy.
Recyclable materials include many kinds of glass, paper, metal, plastic, textiles, and electronics. Although similar in effect, the composting or other reuse of biodegradable waste – such as food or garden waste – is not typically considered recycling. Materials to be recycled are either brought to a collection center or picked up from the curbside, then sorted, cleaned, and reprocessed into new materials bound for manufacturing.
In a strict sense, recycling of a material would produce a fresh supply of the same material, for example used office paper to more office paper, or used foamed polystyrene to more polystyrene. However, this is often difficult or too expensive (compared with producing the same product from raw materials or other sources), so “recycling” of many products or materials involve their reuse in producing different materials (e.g., paperboard) instead. Another form of recycling is the salvage of certain materials from complex products, either due to their intrinsic value (e.g., lead from car batteries, or gold from computer components), or due to their hazardous nature (e.g., removal and reuse of mercury from various items).
Critics dispute the net economic and environmental benefits of recycling over its costs, and suggest that proponents of recycling often make matters worse and suffer from confirmation bias. Specifically, critics argue that the costs and energy used in collection and transportation detract from (and outweigh) the costs and energy saved in the production process; also that the jobs produced by the recycling industry can be a poor trade for the jobs lost in logging, mining, and other industries associated with virgin production; and that materials such as paper pulp can only be recycled a few times before material degradation prevents further recycling. Proponents of recycling dispute each of these claims, and the validity of arguments from both sides has led to enduring controversy.
Process
The process of recycling involves the following steps:
Collection
A number of different systems have been implemented to collect recyclates from the general waste stream. These systems tend to lie along the spectrum of trade-off between public convenience and government ease and expense. The three main categories of collection are “drop-off centers”, “buy-back centers” and “curbside collection”.
Drop-off centers require the waste producer to carry the rescales to a central location, either an installed or mobile collection station or the reprocessing plant itself. They are the easiest type of collection to establish, but suffer from low and unpredictable throughput. Buy-back centers differ in that the cleaned rescales are purchased, thus providing a clear incentive for use and creating a stable supply. The post-processed material can then be sold on, hopefully creating a profit. Unfortunately government subsidies are necessary to make buy-back centers a viable enterprise, as according to the United States Nation Solid Wastes Management Association it costs on average US$50 to process a ton of material, which can only be resold for.
At one end of the spectrum is mixed waste collection, in which all rescales are collected mixed in with the rest of the waste, and the desired material is then sorted out and cleaned at a central sorting facility. This results in a large amount of recyclable waste, paper especially, being too soiled to reprocess, but has advantages as well: the city need not pay for a separate collection of rescales and no public education is needed. Any changes to which materials are recyclable is easy to accommodate as all sorting happens in a central location.
In a Commingled or single-stream system, all recyclables for collection are mixed but kept separate from other waste. This greatly reduces the need for post-collection cleaning but does require public education on what materials are recyclable.
Source separation is the other extreme, where each material is cleaned and sorted prior to collection. This method requires the least post-collection sorting and produces the purest rescales, but incurs additional operating costs for collection of each separate material. An extensive public education program is also required, which must be successful if recycled contamination is to be avoided.
Source separation used to be the preferred method due to the high sorting costs incurred by commingled collection. Advances in sorting technology (see sorting below), however, have lowered this overhead substantially—many areas which had developed source separation programs have since switched to commingled collection.
Sorting
Once commingled rescales are collected and delivered to a central collection facility, the different types of materials must be sorted. This is done in a series of stages, many of which involve automated processes such that a truck-load of material can be fully sorted in less than an hour. Some plants can now sort the materials automatically, known as single-stream recycling. A 30 percent increase in recycling rates has been seen in the areas where these plants exist.
Initially, the commingled rescales are removed from the collection vehicle and placed on a conveyor belt spread out in a single layer. Large pieces of corrugated fiberboard and plastic bags are removed by hand at this stage, as they can cause later machinery to jam.
automated machinery separates the rescales by weight, splitting lighter paper and plastic from heavier glass and metal. Cardboard is removed from the mixed paper, and the most common types of plastic, PET (#1) and HDPE (#2), are collected. This separation is usually done by hand, but has become automated in some sorting centers: a spectroscopic scanner is used to differentiate between different types of paper and plastic based on the absorbed wavelengths, and subsequently divert each material into the proper collection channel.
Strong magnets are used to separate out ferrous metals, such as iron, steel, and tin-plated steel cans (“tin cans”). Non-ferrous metals are ejected by magnetic eddy currents in which a rotating magnetic field induces an electric current around the aluminum cans, which in turn creates a magnetic eddy current inside the cans. This magnetic eddy current is repulsed by a large magnetic field, and the cans are ejected from the rest of the recycled stream.
The sorted materials are then treated as their physical and chemical properties and as the product desired.
Reuse is to use an item more than once. This includes conventional reuse where the item is used again for the same function, and new-life reuse where it is used for a new function. In contrast, recycling is the breaking down of the used item into raw materials which are used to make new items. By taking useful products and exchanging them, without reprocessing, reuse help save time, money, energy, and resources. In broader economic terms, reuse offers quality products to people and organizations with limited means, while generating jobs and business activity that contribute to the economy.
Historically, financial motivation was one of the main drivers of reuse. In the developing world this driver can lead to very high levels of reuse, however rising wages and consequent consumer demand for the convenience of disposable products has made the reuse of low value items such as packaging uneconomic in richer countries, leading to the demise of many reuse programs. Current environmental awareness is gradually changing attitudes and regulations, such as the new packaging regulations, are gradually beginning to reverse the situation.
The classic example of conventional reuse is the doorstep delivery of milk in refillable bottles; other examples include the rethreading of tires and the use of reusable plastic boxes (transit packing) instead of single-use cardboard cartons.
Advantages & disadvantages
Reuse has certain potential advantages:
- Energy and raw materials savings as replacing many single use products with one reusable one reduces the number that need to be manufactured.
- Reduced disposal needs and costs.
- Refurbishment can bring sophisticated, sustainable, well paid jobs to underdeveloped economies.
- Cost savings for business and consumers as a reusable product is often cheaper than the many single use products it replaces.
- Some older items were better handcrafted and appreciate in value.
Disadvantages are also apparent:
- Reuse often requires cleaning or transport, which have environmental costs.
- Some items, such as freon appliances or infant auto seats, could be hazardous or less energy efficient as they continue to be used.
- Reusable products need to be more durable than single-use products, and hence require more material per item. This is particularly significant if only a small proportion of the reusable products are in fact reused.
- Sorting and preparing items for reuse takes time, which is inconvenient for consumers and costs money for businesses?
Comparison to recycling
Recycling differs from reuse in that it breaks down the item into raw materials which are then used to make new items, as opposed to reusing the intact item. As this extra processing requires energy, as a rule of thumb reuse is environmentally preferable to recycling (“reduce, reuse, recycle”), though recycling does have a significant part to play as it can often make use of items which are broken, worn out or otherwise unsuitable for reuse. However, as transport emissions are significant portion of the environmental impact of both reuse and recycling, in some cases recycling is the more prudent course as reuse can require long transport distances. A complex life cycle analysis may be required during a products design phase to determine the efficacy of reuse, recycling, or neither, and produce accordingly.
A landfill, also known as a dump or rubbish dump (and historically as a maiden), is a site for the disposal of waste materials by burial and is the oldest form of waste treatment. Historically, landfills have been the most common methods of organized waste disposal and remain so in many places around the world.
Landfills may include internal waste disposal sites (where a producer of waste carries out their own waste disposal at the place of production) as well as sites used by many producers. Many landfills are also used for other waste management purposes, such as the temporary storage, consolidation and transfer, or processing of waste material (sorting, treatment, or recycling).
A landfill also may refer to ground that has been filled in with soil and rocks instead of waste materials, so that it can be used for a specific purpose, such as for building houses. Unless they are stabilized, these areas may experience severe shaking or liquefaction of the ground in a large earthquake.
Operations
Typically, in non hazardous waste landfills, in order to meet predefined specifications, techniques are applied by which the wastes are:
- Confined to as small an area as possible.
- Compacted to reduce their volume.
- Covered (usually daily) with layers of soil.
During landfill operations the waste collection vehicles are weighed at a weighbridge on arrival and their load is inspected for wastes that do not accord with the landfill’s waste acceptance criteria. Afterwards, the waste collection vehicles use the existing road network on their way to the tipping face or working front where they unload their load. After loads are deposited, compactors or dozers are used to spread and compact the waste on the working face. Before leaving the landfill boundaries, the waste collection vehicles pass through the wheel cleaning facility. If necessary, they return to the weighbridge in order to be weighed without their load. Through the weighing process, the daily incoming waste tonnage can be calculated and listed in databases. In addition to trucks, some landfills may be equipped to handle railroad containers. The use of ‘rail-haul’ permits landfills to be located at more remote sites, without the problems associated with many truck trips.
Typically, in the working face, the compacted waste is covered with soil daily. Alternative waste-cover materials are several sprayed-on foam products and temporary blankets. Blankets can be lifted into place with tracked excavators and then removed the following day prior to waste placement. Chipped wood and chemically ‘fixed’ bio-solids, may also be used as an alternate daily cover. The space that is occupied daily by the compacted waste and the cover material is called a daily cell. Waste compaction is critical to extending the life of the landfill. Factors such as waste compressibility, waste layer thickness and the number of passes of the compactor over the waste affect the waste densities.
Impacts
A large number of adverse impacts may occur from landfill operations. These impacts can vary: fatal accidents (e.g., scavengers buried under waste piles); infrastructure damage (e.g., damage to access roads by heavy vehicles); pollution of the local environment (such as contamination of groundwater and/or aquifers by leakage and residual soil contamination during landfill usage, as well as after landfill closure); offgassing of methane generated by decaying organic wastes (methane is a greenhouse gas many times more potent than carbon dioxide, and can itself be a danger to inhabitants of an area); harbouring of disease vectors such as rats and flies, particularly from improperly operated landfills, which are common in Third-world countries; injuries to wildlife; and simple nuisance problems (e.g., dust, odour, vermin, or noise pollution).
Environmental noise and dust are generated from vehicles accessing a landfill as well as from working face operations. These impacts are best to intercept at the planning stage where access routes and landfill geometrics can be used to mitigate such issues. Vector control is also important, but can be managed reasonably well with the daily cover protocols.
Most modern landfills in industrialized countries are operated with controls to attempt manage problems such as these. Analyses of common landfill operational problems are available.
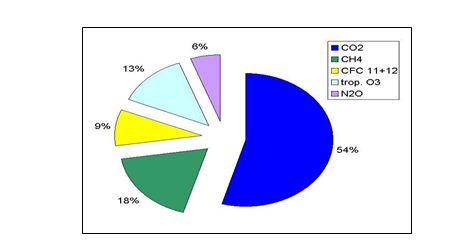
Some local authorities have found it difficult to locate new landfills. Communities may charge a fee or levy in order to discourage waste and/or recover the costs of site operations. Some landfills are operated for profit as commercial businesses. Many landfills, however, are publicly operated and funded.
Energy recoveries from waste have two following types:
Incineration
Incineration is a waste treatment technology that involves the combustion of organic materials and/or substances.[1] Incineration and other high temperature waste treatment systems are described as “thermal treatment”. Incineration of waste materials converts the waste into incinerator bottom ash, flue gases, particulates, and heat, which can in turn be used to generate electric power. The flue gases are cleaned of pollutants before they are dispersed in the atmosphere.
Incineration with energy recovery is one of several waste-to-energy (WtE) technologies such as gasification, Plasma arc gasification, paralysis and anaerobic digestion. Incineration may also be implemented without energy and materials recovery.
In several countries there are still expert and local community concerns about the environmental impact of incinerators (see The argument against incineration).
In some countries, incinerators built just a few decades ago often did not include a materials separation to remove hazardous, bulky or recyclable materials before combustion. These facilities tended to risk the health of the plant workers and the local environment due to inadequate levels of gas cleaning and combustion process control. Most of these facilities did not generate electricity.
Incinerators reduce the mass of the original waste by 80–85 % and the volume (already compressed somewhat in garbage trucks) by 95-96 %, depending upon composition and degree of recovery of materials such as metals from the ash for recycling.[2] This means that while incineration does not completely replace land filling, it reduces the necessary volume for disposal significantly. Garbage trucks often reduce the volume of waste in a built-in compressor before delivery to the incinerator. Alternatively, at landfills, the volume of the uncompressed garbage can be reduced by approximately 70% with the use of a stationary steel compressor, albeit with a significant energy cost. In many countries simpler waste compaction is a common practice for compaction at landfills.
Incineration has particularly strong benefits for the treatment of certain waste types in niche areas such as clinical wastes and certain hazardous wastes where pathogens and toxins can be destroyed by high temperatures. Examples include chemical multi-product plants with diverse toxic or very toxic wastewater streams, which cannot be routed to a conventional wastewater treatment plant.
Waste combustion is particularly popular in countries such as Japan where land is a scarce resource. Denmark and Sweden have been leaders in using the energy generated from incineration for more than a century, in localized combined heat and power facilities supporting district heating schemes.[3] In 2005, waste incineration produced 4.8 % of the electricity consumption and 13.7 % of the total domestic heat consumption in Denmark.[4] A number of other European Countries rely heavily on incineration for handling municipal waste, in particular Luxembourg, the Netherlands, Germany and France.[2]
Technology
An incinerator is a furnace for burning waste. Modern incinerators include pollution mitigation equipment such as flue gas cleaning. There are various types of incinerator plant design: moving grate, fixed grate, rotary-kiln, fluidized bed.
Private burn pile / barrel
The burn pile is one of the simplest and earliest forms of waste disposal, essentially consisting of a mound of combustible materials piled on bare ground and set on fire. Indiscriminate piles of household waste are strongly discouraged and may be illegal in urban areas, but are permitted in certain rural situations such as clearing forested land for farming, where the stumps are uprooted and burned. Rural burn piles of organic yard waste are also sometimes permitted, though not asphalt shingles, plastics, or other petroleum products.
Burn piles have the potential to spread uncontrolled fires, if for example wind blows burning material off the pile into surrounding combustible grasses or onto buildings. As interior structures of the pile are consumed, the pile can shift and collapse, spreading the burn area. Even in a situation of no wind, small lightweight ignited embers can lift off the pile via convection, and waft through the air into grasses or onto buildings, igniting them.
The burn barrel is a somewhat more controlled form of private waste incineration, containing the burning material inside a metal barrel, with a metal grating over the exhaust. The barrel prevents the spread of burning material in windy conditions, and as the combustibles are reduced they can only settle down into the barrel. The exhaust grating helps to prevent the spread of burning embers. Typically steel 55-gallon drums are used as burn barrels, with air vent holes cut or drilled around the base for air intake. Over time the very high heat of incineration causes the metal to oxidize and rust, and eventually the barrel itself is consumed by the heat and must be replaced.
Private burning of dry cellulose/paper products is generally clean-burning, producing no visible smoke, but the large amount of plastics in household waste can cause private burning to create a public nuisance and health hazard, generating acrid odors and fumes that make eyes burn and water. The temperatures in a burn barrel are not regulated, and usually do not reach high enough or for enough time to completely break down chemicals such as dioxin in plastics and other waste chemicals. Plastics and other petroleum products must therefore be separated and sent to commercial waste disposal facilities.
Private rural incineration is typically only permitted so long as it is not a nuisance to others, does not pose a risk of fire such as in dry conditions, and the fire is clean-burning, producing no visible smoke. People intending to burn waste may be required to contact a state agency in advance to check current fire risk and conditions, and to alert officials of the controlled fire that will occur.
Solid outputs
Incineration produces fly ash and bottom ash just as is the case when coal is combusted. The total amount of ash produced by municipal solid waste incineration ranges from 4-10 % by volume and 15-20 % by weight of the original quantity of waste,[2][22] and the fly ash amounts to about 10-20 % of the total ash. The fly ash, by far, constitutes more of a potential health hazard than does the bottom ash because the fly ash often contains high concentrations of heavy metals such as lead, cadmium, copper and zinc as well as small amounts of dioxins and furans. The bottom ashes seldom contain significant levels of heavy metals. In testing over the past decade, no ash from an incineration plant in the USA has ever been determined to be a hazardous waste. At present although some historic samples tested by the incinerator operators’ group would meet the being ecotoxic criteria at present the EA say “we have agreed” to regard incinerator bottom ash as “non-hazardous” until the testing programme is complete.
Gasification
is a process that converts carbonaceous materials, such as coal, petroleum, biofuel, or biomass, into carbon monoxide and hydrogen by reacting the raw material, such as house waste, or compost at high temperatures with a controlled amount of oxygen and/or steam. The resulting gas mixture is called synthesis gas or syngas and is itself a fuel. Gasification is a method for extracting energy from many different types of organic materials.
The advantage of gasification is that using the syngas is potentially more efficient than direct combustion of the original fuel because it can be combusted at higher temperatures or even in fuel cells, so that the thermodynamic upper limit to the efficiency defined by Carnot’s rule is higher or not applicable. Syngas may be burned directly in internal combustion engines, used to produce methanol and hydrogen, or converted via the Fischer-Tropsch process into synthetic fuel. Gasification can also begin with materials that are not otherwise useful fuels, such as biomass or organic waste. In addition, the high-temperature combustion refines out corrosive ash elements such as chloride and potassium, allowing clean gas production from otherwise problematic fuels.
Gasification of fossil fuels is currently widely used on industrial scales to generate electricity. However, almost any type of organic material can be used as the raw material for gasification, such as wood, biomass, or even plastic waste.
Gasification relies on chemical processes at elevated temperatures >700°C, which distinguishes it from biological processes such as anaerobic digestion that produce biogas.
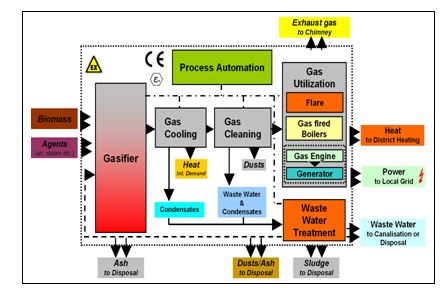
Chemistry
In a gasifier, the carbonaceous material undergoes several different processes:
- The pyrolysis (or devolatilization) process occurs as the carbonaceous particle heats up. Volatiles are released and char is produced, resulting in up to 70% weight loss for coal. The process is dependent on the properties of the carbonaceous material and determines the structure and composition of the char, which will then undergo gasification reactions.
- The combustion process occurs as the volatile products and some of the char reacts with oxygen to form carbon dioxide and carbon monoxide, which provides heat for the subsequent gasification reactions. Letting C represent a carbon-containing organic compound, the basic reaction here is
- The gasification process occurs as the char reacts with carbon dioxide and steam to produce carbon monoxide and hydrogen, via the reaction
- In addition, the reversible gas phase water gas shift reaction reaches equilibrium very fast at the temperatures in a gasifier. This balances the concentrations of carbon monoxide, steam, carbon dioxide and hydrogen.
In essence, a limited amount of oxygen or air is introduced into the reactor to allow some of the organic material to be “burned” to produce carbon monoxide and energy, which drives a second reaction that converts further organic material to hydrogen and additional carbon dioxide.
Gasification processes
Four types of gasified are currently available for commercial use: counter-current fixed bed, co-current fixed bed, fluidized bed and entrained flow.[2][3][4]
The counter-current fixed bed (“up draft”) gasifies consists of a fixed bed of carbonaceous fuel (e.g. coal or biomass) through which the “gasification agent” (steam, oxygen and/or air) flows in counter-current configuration. The ash is either removed dry or as a slag. The slogging gasifies have a lower ratio of steam to carbon [5], achieving temperatures higher than the ash fusion temperature. The nature of the gasified means that the fuel must have high mechanical strength and must ideally be non-caking so that it will form a permeable bed, although recent developments have reduced these restrictions to some extent. The throughput for this type of gasifier is relatively low. Thermal efficiency is high as the gas exit temperatures are relatively low. However, this means that tar and methane production is significant at typical operation temperatures, so product gas must be extensively cleaned before use. The tar can be recycled to the reactor.
The co-current fixed bed (“down draft”) gasifier is similar to the counter-current type, but the gasification agent gas flows in co-current configuration with the fuel (downwards, hence the name “down draft gasifier”). Heat needs to be added to the upper part of the bed, either by combusting small amounts of the fuel or from external heat sources. The produced gas leaves the gasifier at a high temperature, and most of this heat is often transferred to the gasification agent added in the top of the bed, resulting in an energy efficiency on level with the counter-current type. Since all tars must pass through a hot bed of char in this configuration, tar levels are much lower than the counter-current type.
In the fluidized bed reactor, the fuel is fluidized in oxygen and steam or air. The ash is removed dry or as heavy agglomerates that defluidize. The temperatures are relatively low in dry ash gasifiers, so the fuel must be highly reactive; low-grade coals are particularly suitable. The agglomerating gasifiers have slightly higher temperatures, and are suitable for higher rank coals. Fuel throughput is higher than for the fixed bed, but not as high as for the entrained flow gasifier. The conversion efficiency can be rather low due to elutriation of carbonaceous material. Recycle or subsequent combustion of solids can be used to increase conversion. Fluidized bed gasifiers are most useful for fuels that form highly corrosive ash that would damage the walls of slagging gasifiers. Biomass fuels generally contain high levels of corrosive ash.
In the entrained flow gasifier a dry pulverized solid, an atomized liquid fuel or a fuel slurry is gasified with oxygen (much less frequent: air) in co-current flow. The gasification reactions take place in a dense cloud of very fine particles. Most coals are suitable for this type of gasifier because of the high operating temperatures and because the coal particles are well separated from one another. The high temperatures and pressures also mean that a higher throughput can be achieved, however thermal efficiency is somewhat lower as the gas must be cooled before it can be cleaned with existing technology. The high temperatures also mean that tar and methane are not present in the product gas; however the oxygen requirement is higher than for the other types of gasifiers. All entrained flow gasifiers remove the major part of the ash as a slag as the operating temperature is well above the ash fusion temperature. A smaller fraction of the ash is produced either as a very fine dry fly ash or as a black colored fly ash slurry. Some fuels, in particular certain types of biomasses, can form slag that is corrosive for ceramic inner walls that serve to protect the gasifier outer wall. However some entrained bed type of gasifiers do not possess a ceramic inner wall but have an inner water or steam cooled wall covered with partially solidified slag. These types of gasifiers do not suffer from corrosive slags. Some fuels have ashes with very high ash fusion temperatures. In this case mostly limestone is mixed with the fuel prior to gasification. Addition of a little limestone will usually suffice for the lowering the fusion temperatures. The fuel particles must be much smaller than for other types of gasifiers. This means the fuel must be pulverized, which requires somewhat more energy than for the other types of gasifiers. By far the most energy consumption related to entrained bed gasification is not the milling of the fuel but the production of oxygen used for the gasification.
Potential for renewable energy
In principle, gasification can proceed from just about any organic material, including biomass and plastic waste. The resulting syngas can be combusted. Alternatively, if the syngas is clean enough, it may be used for power production in gas engines, gas turbines or even fuel cells, or converted efficiently to dimethyl ether (DME) by methanol dehydration, methane via the Sabatier reaction, or diesel-like synthetic fuel via the Fischer-Tropsch process. In many gasification processes most of the inorganic components of the input material, such as metals and minerals, are retained in the ash. In some gasification processes (slagging gasification) this ash has the form of a glassy solid with low leaching properties, but the net power production in slagging gasification is low (sometimes negative) and costs are higher.
Regardless of the final fuel form, gasification itself and subsequent processing neither directly emits nor traps greenhouse gasses such as carbon dioxide. Power consumption in the gasification and syngas conversion processes may be significant though, and may indirectly cause CO2 emissions; in slagging and plasma gasification, the electricity consumption may even exceed any power production from the syngas. Combustion of syngas or derived fuels emits the exact same amount of carbon dioxide as would have been emitted from direct combustion of the initial fuel. Biomass gasification and combustion could play a significant role in a renewable energy economy, because biomass production removes the same amount of CO2 from the atmosphere as is emitted from gasification and combustion. While other biofuel technologies such as biogas and biodiesel are carbon neutral, gasification in principle may run on a wider variety of input materials and can be used to produce a wider variety of output fuels.
There is at present very little industrial scale biomass gasification being done. Examples of demonstration projects include those of the Renewable Energy Network Austria, including a plant using dual fluidized bed gasification[12] that has supplied the town of Güssing with 2 MW of electricity and 4 MW of heat, generated from wood chips, since 2003.
Specification:
- Article name: Derby
- Last name: nano
- Size: 42
- Upper Leather: Cow, Brown, Thickness- 1.3mm
- Lining Leather: Buffalo, Black, Thickness-0.9 mm
- Insole: Cellulose Board
- Sole: PVC
Pattern Making.
Clean the Last
Using Masking Tape, Masking the outside of last.
Tangent Point marking, Middle line marking, Back height Marking, Finding the vamp point.
Sketch the design on last
Flattening the masking tape on pattern paper.
Make upper standard.
Cutting the all the sectional pattern and draw stitch mark, folding mark etc.
Sequence of operation of upper closing.
No. | Location | Type | Thickness | Width (mm) |
01 | Top line | tapper | Half of materials | 8-10 |
02 | Apron | tapper | Half of materials | 5 |
03 | Mud gurd | tapper | Half of materials | 8-10 |
Shoe Costing
Materials Costing
Sl No. | Item | MU | Unit Price | Amount | Cost(Tk) | |||||||
Upper | ||||||||||||
| 01 | Leather(Upper) | |||||||||||
Conclusion
Forthcoming legislative requirements and market pressures are expected to force the footwear industry towards measures to deal with its end-of-life waste. Recycling and product recovery activities for footwear products need to be identified to ensure that land filling is reduced and hazardous substances do not enter the environment or impact on human health while the economic value of the end-of-life materials, components and products is recovered. Proactive waste management activities such as material substitution will not, in the short term, be able to solve the issues connected to current EoL waste generation. This highlights the need to direct considerable efforts on reactive end of life management initiatives improving the treatment of waste currently generated, especially those focusing on the encouragement of reuse, recycling and energy recovery of footwear products. In this context, this paper presented an integrated waste management framework for the footwear industry based on proactive and reactive waste management options, the composition of which is determined by the availability of end-of-life shoes and by access to recycling facilities.
Recommendations:
- Environment should be at top of all wastage management practice.
- Proper wastage management facilities should be introduced in all footwear industries in Bangladesh.
- Government should take proper wastage management initiatives to facilitate the practice.
- Small leather goods manufacturers have to come forward to utilize the large amount of leather disposals produced in footwear industries.